Contactez-nous
📝Devis
Demande de devis
Trouvez ici la buse pour imprimante 3D qu'il vous faut ! Grande diversité de diamètres & matériaux disponibles pour des impressions plus précises et fiables.
En effet, selon le diamètre de buse utilisée il est possible d’imprimer plus rapidement ou alors plus précisément selon vos projets.
Par ailleurs les buses en acier trempé résistent beaucoup mieux à l'abrasion causée par les filaments chargés en fibre de carbone ou fibre de verre.
Les buses dites Volcano sont plus longues pour des débits de matières plus élevés. Attention une buse Volcano ne peut pas remplacer une buse classique. C'est la tête d'extrusion qui détermine le type de buse, Volcano ou non, a utilisé.

Le PTFE possède de nombreuses qualités. Il ne jaunit pas dans le temps, est anti-adhérent et résiste aux UV. De plus il se nettoie facilement, rési...
Afficher tous les détails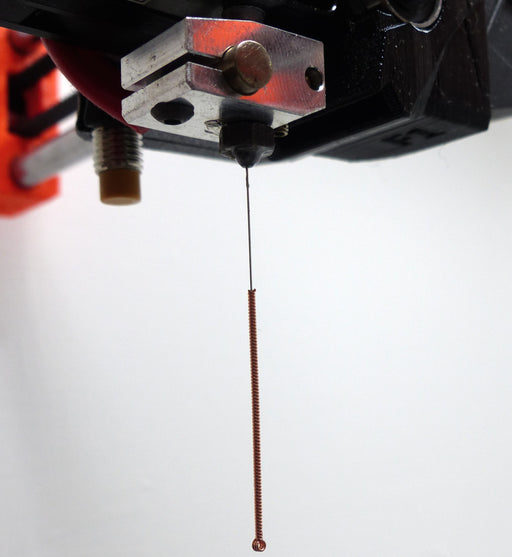

Ces tiges de débouchage sont compatibles avec les buses d'un diamètre de 0.35 mm ou plus. Méthode : chauffez la buse à la température recommandée p...
Afficher tous les détails

La buse MK8 laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité de ...
Afficher tous les détails

La buse laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité de l'ori...
Afficher tous les détails
Grâce à cette brosse en laiton, éliminez efficacement les résidus de plastique sur la buse de votre imprimante 3D.Le manche de la brosse est intégr...
Afficher tous les détails

La buse M6 acier trempé Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité...
Afficher tous les détails

La buse MK8 laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité de l...
Afficher tous les détailsLa buse MK8 acier trempé Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosit...
Afficher tous les détails

Cette buse compatible CR-10S Pro laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ ...
Afficher tous les détails

La buse laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité de l'ori...
Afficher tous les détails

La buse laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité de l'ori...
Afficher tous les détails

La buse MK8 acier trempé Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosit...
Afficher tous les détails

La buse acier trempé Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité d...
Afficher tous les détails

La buse laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité de l'ori...
Afficher tous les détails

Cette buse acier trempé Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité...
Afficher tous les détails

La buse MK8 laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité de l...
Afficher tous les détails

La buse acier trempé Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité d...
Afficher tous les détails

La buse laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité de l'ori...
Afficher tous les détails

Cette buse compatible CR-10S Pro laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ ...
Afficher tous les détails

La buse MK8 acier trempé Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosit...
Afficher tous les détails

La buse MK8 laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité de l...
Afficher tous les détails

La buse M6 acier trempé Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité...
Afficher tous les détails

La buse acier trempé Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité d...
Afficher tous les détails

La buse laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité de l'ori...
Afficher tous les détails

La buse laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité de l'ori...
Afficher tous les détails

Cette barrière thermique en titane Brozzl sera compatible avec le corps de chauffe de la Prusa Mini. En titane, elle présente différents avantages ...
Afficher tous les détails

La buse laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité de l'ori...
Afficher tous les détails

Cette barrière thermique en titane Brozzl sera compatible avec les corps de chauffe V6.En titane, elle présente différents avantages : Alliage de t...
Afficher tous les détails
Le PTFE a de nombreuses qualités. Il est anti-adhérent et résistant aux UV. Il ne jaunit pas dans le temps, se nettoie facilement, résiste à la cha...
Afficher tous les détails

La buse laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosité de l'ori...
Afficher tous les détails

La buse Raise3D Pro2 acier trempé Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 m...
Afficher tous les détails

La buse Zortrax M-Series acier trempé Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,...
Afficher tous les détails

La buse Raise3D Pro2 laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugo...
Afficher tous les détails

La buse Raise3D Pro2 laiton Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugo...
Afficher tous les détails

La buse MK10 acier trempé Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosi...
Afficher tous les détails

La buse MK10 acier trempé Brozzl présente de nombreux avantages : Finition lisse Non-collant Tolérance : ± 0,01 mm Concentricité : ≤ 0,02 mm Rugosi...
Afficher tous les détails

