
Le filament polycarbonate est un matériau très intéressant. Il permet la production d'objets extrêmement solides. Malheureusement imprimer du PC n'est pas aussi simple que d'imprimer du PLA... Mais cela reste tout de même accessible pour l'imprimeur averti. Dans ce dossier l'objectif est de tout vous dire sur le PC : quelles caractéristiques, quels atouts et bien entendu comment l'imprimer !
Le Polycarbonate en détail
Le polycarbonate est un polymère découvert dans les années 50 par des chercheurs de Bayer. Ce plastique présente principalement deux atouts :
- une forte résistance à la chaleur. Les objets en PC peuvent évoluer dans un environnement où la température atteint 100 à 120° C.
- le polycarbonate est un matériau extrêmement résistant. Sa résistance aux chocs est impressionnante. Il en résulte une multitude d'applications. Le polycarbonate est utilisé pour fabriquer les CD / DVD mais aussi les casques de moto.
Ce plastique apparaît donc comme un matériau répondant très bien aux contraintes extérieures. Prudence tout de même, le PC n'est pas indestructible, loin s'en faut. Le polycarbonate est notamment sensible aux UV, à l'eau (dans le cas d'un contact prolongé à 60°C), l'acétone, etc.
Comme l'ABS, le polycarbonate émet des micro-particules en cours d'impression. Les règles de base sont requises : pièce bien ventilée, aérée après impression, pas de présence humaine dans la pièce d'impression.
Sous forme de bobine pour imprimante 3D, le polycarbonate est un filament extrême raide. Une fois le filament formé autour de la bobine, il est peine perdu d'espérer lui faire prendre un autre rayon.
Le polycarbonate et l'impression 3D
Qu'on se le dise, le polycarbonate n'est pas un matériau facile à imprimer en comparaison au PLA, ou même l'ABS. Tout d'abord une forte température d'extrusion est de rigueur : 260°C constitue une bonne base, pas en-dessous. Monter à 290°C facilite le travail mais toutes les imprimantes n'en sont pas capables !
Côté plateau chauffant, n'espérez pas pouvoir vous en passer ! Un mimum de 80-90°C sera nécessaire. Même dans ces conditions, le warping risque d'être bien présent, encore davantage que pour l'ABS. Il est alors possible d'utiliser les solutions habituelles comme la 3DLac. Voyez aussi ci-dessous la solution que nous avons adoptée.
Nos travaux sur le polycarbonate
En tant que spécialistes du fil pour imprimante 3D, nous nous devions de faire des recherches sur l'impression de ce plastique.
Nous avons testé le polycarbonate sur l'Ultimaker 2.
Côté extrusion, la machine est poussée à son maximum avec la buse régulée à 260° C.
Concernant le plateau chauffant, nos tests ont été réalisés à 90° C.
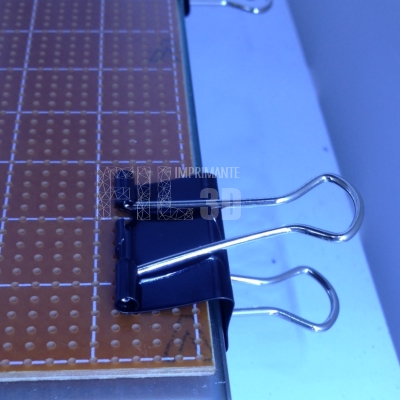
Comme prévu, les déformations de l'objet à la surface du plateau sont importantes. Après plusieurs essais au spray adhésif sans succès nous avons opté la technique de la plaque bakelite perforée, ou technique du "perf board". Pour nos essais, nous avons pris ce que nous avions sous la main : une plaque à bande cuivrée simple face (non étamée) à pas de 1.27 mm. Les bandes cuivrées étaient bien entendu positionnées contre le verre. Quatre foldback clips ont permis la fixation de la plaque contre le verre. Cela va de soi, il est nécessaire de recalibrer la buildplate de l'Ulimaker après positionnement de la plaque (avec une distance quasi nulle entre la buse et la plaque afin que la matière rentre bien dans les trous). Si la buse est trop éloignée de la plaque, la matière ne rentrera pas dans les trous.
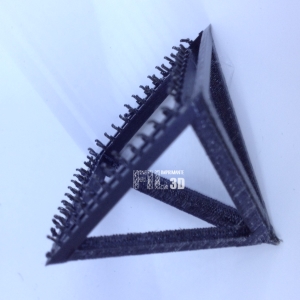
Cette multitude de picots constitue un fort ancrage pour les couches supérieures. Il est alors possible d'imprimer de belles pièces en mettant de côté la problématique de warping.
Notons que s'il nous était possible d'extruder à plus de 260°C, les problèmes de warping seraient sensiblement moins importants. C'est parce que nous sommes limités à 260° C sur l'Ultimaker 2 (déjà une belle valeur pour une imprimante de "bureau" !) que nous avons du nous tourner vers la plaque trouée.
Une fois la pièce imprimée, il faut la laisser refroidir puis tirer avec précaution. Les picots ayant servis d'ancrage viennent avec la pièce. Les trous de la plaque sont alors de nouveau vides pour une prochaine impression.
Impression sans PerfBoard, en enceinte fermée
Des tests supplémentaires sur machine fermée nous a permis d'obtenir de meilleurs résultats. Le fait de retenir la chaleur dans l'enceinte permet une meilleure adhésion du polycarbonate ainsi qu'une meilleure adhésion intercouches. Nous avons mesuré une température ambiante dans l'enceinte de 45°C.
Avec une buse à 255°C, un plateau chauffant à 110°C et l'application de Dimafix, il est possible de réaliser de longues impressions sans problème particulier.
Les résultats
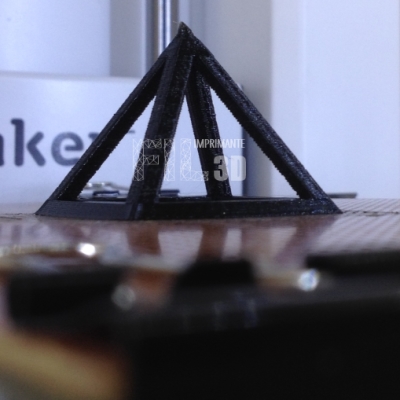
Le fameux test de la pyramide. Certes le résultat est perfectibe mais pour le matéirau utilisé, le résultat est déjà intéressant.
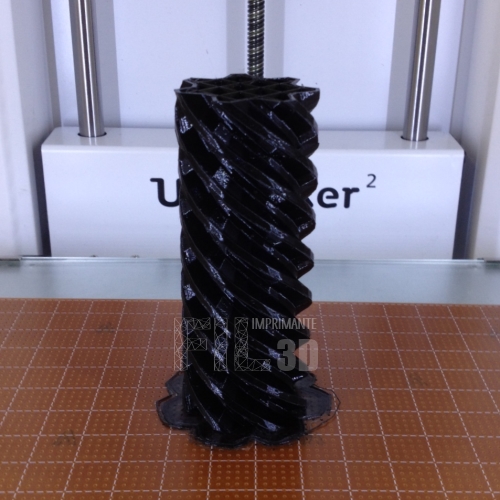
A force de persévérance, il est possible d'obtenir de très bon résultats. Observez cet écrou parfaitement réalisé.
Impression en enceinte fermée, sans perfBoard
De nouveaux tests avec une machine fermée nous a permis d'obtenir de meilleurs résultats, sans plaque perforée.
Avec un plateau chauffant à 110°C, l'application de Dimafix et une buse à 255°C, nous avons pu réaliser des impressions de plusieurs heures sans difficultés. La température ambiante mesurée dans l'enceinte est de 45°C.
La chaleur maintenue dans l'enceinte permet une meilleure adhésion au plateau ainsi que la forte amélioration de l'adhésion intercouches.

En conclusion
Le polycarbonate s'avère être un thermoplastique aux caractéristiques très intéressantes. Pour l'imprimer correctement il faut disposer d'une imprimante 3D capable d'atteindre des températures d'extrusion importantes. Les caractéristiques des objets imprimés en polycarbonate ouvrent de nombreuses perspectives : impression d'engrenages, pignons, pièces à fortes contraintes mécaniques.