Le flexible TPE (TPU, TPS, TPC) est un matériau ouvrant beaucoup de perspectives. La possibilité d'imprimer des objets souples, flexibles, étirables laisse entrevoir de nombreuses applications.
Bon nombre d'imprimeurs 3D, débutants ou non, est confronté à un certain nombre de difficultés pour l'impression de ce filament. A travers notre expérience et nos recherches nous vous donnons dans cet article des clés pour réussir l'impression de ce filament hors du commun.
Le filament flexible, en bref

Impression d'une pince en TPU
Pour ceux qui n'ont jamais eu de filament flexible entre les mains, on peut faire la comparaison avec un élastique de diamètre 1.75 ou 3 mm. En terme de rendu, les objets imprimés en flexible ont un comportement similaire au joint orange permettant de réaliser l'étanchéité des bocaux de conserve. En fonction des composants entrant dans la formulation du filament, l'objet imprimé sera plus ou moins lisse, brillant, dur, flexible. Ces filaments TPU, TPC ou TPE sont proposés par bons nombre de marques telles que : Filaflex - Recreus, Formfutura, BASF, etc
Le flexible, difficile à imprimer ?
Côté température d'impression, pas d'obstacle particulier. Selon les marques les températures d'impression varient entre 190 et 230°C, une plage d'impression atteignable par la totalité des imprimantes 3D du marché. Côté adhérence au plateau, pas de problème particulier, les flexibles adhérent très bien au plateau, voire trop, nous en parlerons plus loin dans cet article.
Toute la difficulté réside dans le fait que ce filament est... flexible. Il se tord, se plie, s'étire, se tasse. Cette caractéristique est d'autant plus marquée en diamètre 1.75 mm. Ceci pose le problème suivant : le filament flexible fuira dans tout espace existant entre le moteur d'entraînement et la buse. Si le filament a une autre possibilité que de rentrer directement dans la tête chauffante, il trouvera l'occasion de se plier, se tordre, se tasser à un moment ou un autre. Comme très bien expliqué sur le site de Recreus 'il n'est pas possible de pousser sur une corde'.
L'extrudeur, clé de la réussite
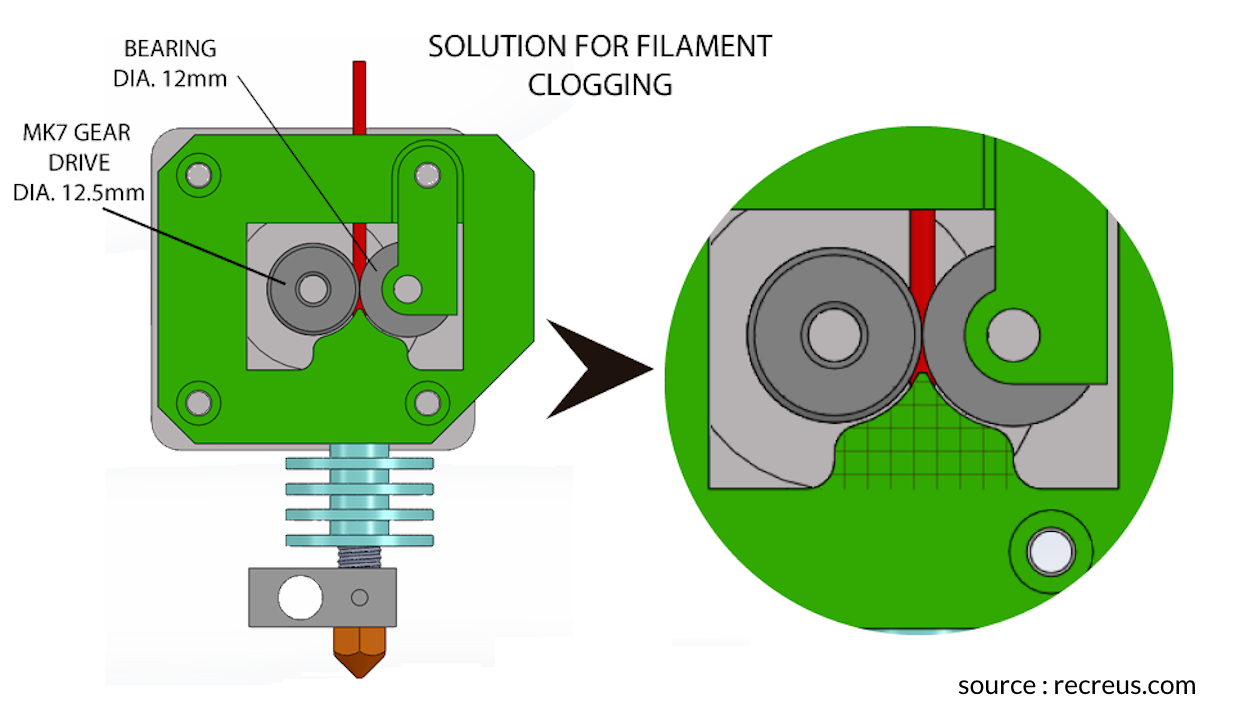
Principe de l'extrudeur idéal pour flexible
La réussite d'une impression en flexible dépend donc en très grande partie de la conception de l'extrudeur. Selon la dureté Shore du filament flexible il est possible d'obtenir des impressions 3D sur des machines de bureau, sans réaliser de modification. Il est par exemple possible d'imprimer du semi-flexible 95A des
Le principe est simple : une fois poussé par la roue dentée montée sur le moteur, le filament ne doit disposer d'aucune autre possibilité que de filer tout droit vers la hot-end. Ne vous y trompez pas, le moindre petit espace disponible constitue pour le filament une possibilité de s'échapper. Pour réaliser ce genre de modifications, il existe sur internet de nombreux modèles disponibles librement comme sur Thingiverse. On voit aussi apparaître des solutions commerciales, nous en reparlerons plus tard.
Tube bowden, possible ?
Nous ne parlons pas ici du tube PTFE qui guide le filament depuis la bobine vers le moteur-extrudeur situé juste au-dessus de la hot-end (tête chauffante). On trouve par exemple cette configuration sur les Makerbot. Dans ce cas de figure le tube ne constitue aucun risque spécifique pour l'impression du flexible.
Nous ne parlons ici du tube bowden assurant le guidage du fil depuis le moteur de l'extrudeur (feeder) situé par exemple sur le côté de l'imprimante ou sur sa face arrière, vers la tête chauffante. C'est le cas par exemple sur l'Ultimaker. Dans ce cas, avant d'être fondu, le filament parcourt plusieurs dizaines de centimètres après avoir été "poussé" par le feeder. Tout ce parcours constitue pour le filament flexible une occasion de se tasser, se compresser. Dans le cas d'un filament en 1.75 mm, il y a très peu de chance de réussir une impression de flexible avec une dureté inférieure à 95A. En 3 mm, les chances sont plus importantes car le filament, plus "gros", est moins sujet au tassement. Il y a cependant un risque d'alimentation non stable de la tête chauffante.
Vitesse, Rétraction, infill, trouver les bons réglages
Si vous êtes habitués à imprimer à plus 100 mm/seconde en ABS ou PLA, il vous faudra réduire le régime pour l'impression de flexible. Ceci étant avec un extrudeur bien conçu, il sera tout de même possible d'atteindre de bonnes vitesses. Comme toujours cela dépendra de votre machine, ses réglages, la méthode empirique est de rigueur, comme souvent en impression 3D. Concernant la rétraction il faudra être davantage prudent. Il est tout à fait possible, et même recommandé, d'activer la rétraction lors de l'impression de flexible. Les logiciels de génération de gCode sont souvent préréglés avec des vitesse de rétraction (très) importantes. Cela peut s'avérer problématique avec le filament flexible. A force d'être tiré puis poussé le filament s'étire à chaque rétraction et fini par "sauter" des pas. Au final, le filament peut se retrouver totalement hors de la hot-end. La solution consistera donc à baisser la vitesse de rétraction de façon assez significative.
Le taux de remplissage, ou infill, revêt une importance toute particulière lors de l'impression de filament flexible. C'est en effet en fonction du taux de remplissage qu'il sera possible d'obtenir des objets plus ou moins flexibles.
Des solutions commerciales
L'impression de flexible est une vraie problématique. Ce filament ouvre de nombreuses perspectives. Conscients de ces enjeux des fabricants ont planché sur la question et ont mis au point des solutions commerciales. C'est le cas de Recreus, et ce n'est pas un hasard, Recreus est le producteur du filament flexible Filaflex. C'est ainsi que la Recreus Hot-end a vu la jour, disponible sur le site du fabricant.
Ce kit, qui semble de bonne facture, est fait d'aluminium et tient compte bien entendu des recommandations du fabricant : le filament est guidé directement vers la hot-end après avoir été poussé par le feeder. Ce kit comporte aussi une tête chauffante avec une différentiation thermique chaud-froid très marquée. Notez que ce type d'isolation thermique est également disponible chez E3D-Online avec la hot-end V6.
Dernière étape, décoller l'objet
Félicitations ! L'objet est imprimé. A présent reste à le décoller. Pas de difficulté particulière si ce n'est que l'objet est... flexible. Contrairement à un objet en ABS ou PLA qui se décolle "d'un coup" après quelques attaques à la spatule, l'objet imprimé en flexible devra être décollé centimètre par centimètre. Dans un premier temps sondez toute la circonférence de l'objet afin de trouver une partie de l'objet moins collée que les autres. Une fois ce maillon faible repéré, plutôt que de tirer vers le haut, il faudra préférer un mouvement sur l'axe horizontal, par mouvement de va-et-vient.
La difficulté sera plus grande avec un objet présentant une grande surface de contact avec le plateau. Il faudra procéder doucement, par étape, avec si nécessaire des incisions au cutter, bien positionnées. Au bout de quelques minutes d'acharnement, vous risquez d'être tentés de tirer sur l'objet. Prudence ! Bien que l'objet soit flexible, en cas de très forte traction, l'objet risque tout de même de se déformer de façon irrémédiable. Patience donc !
En résumé
Il est possible d'imprimer du flexible sur des machines commerciales, sans modification. Mais il vous faudra être chanceux et l'impression risque de ne pas être régulière.
Pour réussir des impressions de flexible, le plus sage est d'adapter un extrudeur guidant le filament sans possibilité pour lui de s'échapper entre l'extrudeur et la hot-end. Des solutions commerciales existent.
Côté réglages, il faudra être attentif aux vitesses et distances de rétraction. Les vitesses d'impression de flexibles sont moins importantes que celle de PLA ou d'ABS. Le taux de remplissage influence la flexibilité de l'objet final.
Ne gâchez pas des heures de travail, décollez l'objet avec minutie et patience.
Et vous, quelle est votre expérience de l'impression de flexible ?
Grip de guidon imprimé en TPU
http://www.thingiverse.com/thing:179161