Ce guide vise à orienter l'utilisateur d'une imprimante 3D vers le filament répondant au mieux à ses besoins. Cet article est dense mais mérite une lecture attentive pour disposer des clés de sélection des matériaux pour impression 3D.
Ce guide a été rédigé par Filimprimante3D, spécialiste du consommable pour imprimante 3D depuis 2013. Toute reproduction sans autorisation est interdite.
Pièce rigide, souple ou élastique
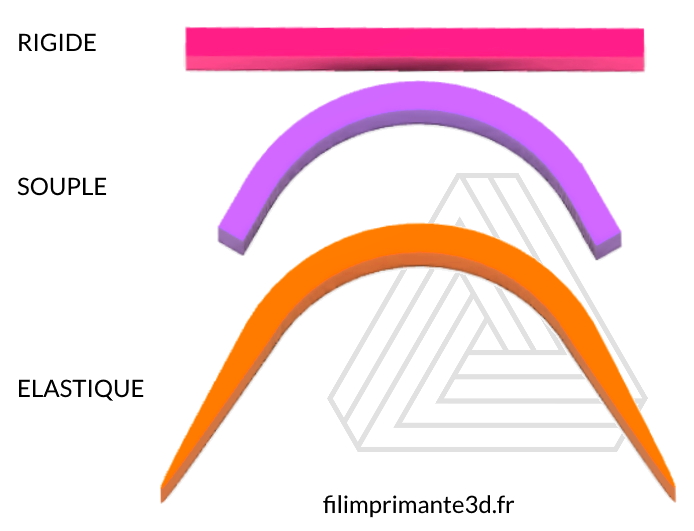
La première clé d'entrée pour le choix d'un thermoplastique d'impression 3D est le comportement élastique de la pièce imprimée. Le choix des familles de matériaux dépendra du comportement attendu :
- rigide : comme un boîtier de télécommande TV, non déformable et non étirable
- souple : comme un flacon de shampoing, déformable mais pas étirable
- élastique : comme une coque de protection de téléphone, déformable et étirable
Cette première clé d'entrée permettra de déterminer des classes de matériaux :
- rigide : PLA, ABS, PET-G, etc
- souple : nylon, polypropylène, etc
- élastique : TPU, TPS, etc
Filaments pour les impressions rigides
PLA, PET-G, ABS, l’arsenal de base
Le PLA, le PET-G et l’ABS constitue l’arsenal de base de l’imprimeur 3D. Pourquoi ?
Historiquement tout d’abord ces trois matériaux sont les premiers à avoir été disponibles sur le marché de l’impression 3D de bureau.
Ensuite, sous réserve de disposer d’un plateau chauffant et d’une enceinte fermée, ces trois matériaux s’impriment sur toutes les imprimantes 3D classiques sans devoir disposer d’une buse renforcée ou encore d’un extrudeur spécifique.
Enfin ces matériaux sont facilement disponibles, dans une gamme de prix similaires, avec un large choix de coloris et de conditionnements.
Les performances mécaniques
La question première de l’imprimeur 3D débutant est souvent, « quel est le matériau le plus solide pour mes impression 3D ? » Malheureusement la réponse n’est pas aussi simple que la question… Il n’existe pas de matériau parfait, sur toute la ligne. Chaque matériau a ses caractéristiques spécifiques et le choix de tel ou tel matériau selon ses caractéristiques mécaniques se construira sur le meilleur compromis.
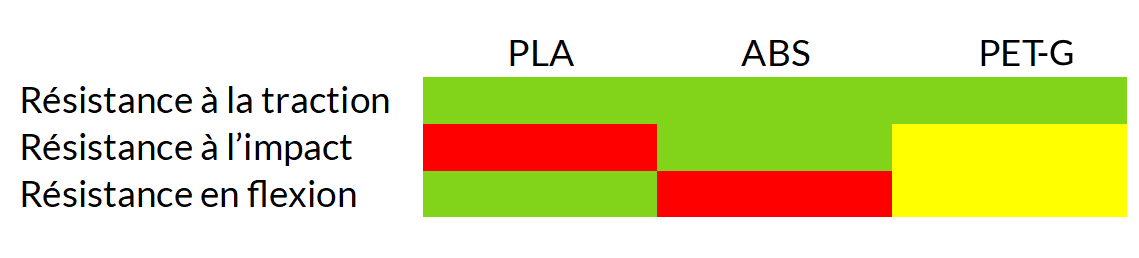
Reprenons les trois caractéristiques les plus courantes : résistance à l’impact, résistance à la flexion et résistance à la traction. Comme vous pouvez le voir sur l'illustration, il n'existe pas parmi ce trio un matériau idéal. De ce comparatif il faut retenir que :
- le PLA ne présente pas une bonne résistance à l'impact
- l'ABS ne présente pas une bonne résistance à la flexion
- le PET-G est en quelque sorte le compromis entre le PLA et l'ABS
Les performances thermiques
Du point de vue des performances thermiques, les faits sont clairs et sans appel.
Le filament PLA ne présente pas de bonnes performances thermiques. C'est LE point faible du PLA. Au delà de 40-50°C le PLA perd de sa tenue. Imprimez une règle d'écolier en PLA, placez-là derrière le pare-brise de votre voiture en plein été, vous retrouverez la règle avec la forme du tableau de bord.
C'est aussi la raison pour laquelle la température maximale du plateau chauffant pour l'impression du PLA est de 50-60°C. Au-délà la base de votre impression PLA est susceptible de se déformer et donc de causer des problèmes d'adhérence au plateau et de déformation dans les angles.
Certains PLA peuvent être recuits pour disposer d'une meilleure résistance thermique. Cependant notez que cette pratique est complexe (suivi d'une courbe de montée et descente en température précise), qu'elle est à l'origine d'une perte de cotes (retrait) et qu'elle peut aussi se traduire par une déformation de la pièce.
Le filament PETG résistera jusque 60-70°C. Le phénomène de la règle d'écolier déformée ne se produira pas.
Le filament ABS résistera jusque 70-90°C. Une utilisation en toute (ou presque) conditions climatiques sera envisageable (en mettant de côté la question de la résistance aux UV).
D'une manière générale retenez que dans la majorité des cas plus un matériau s'imprime à haute température, plus sa résistance à la température sera forte. On retrouve cette logique avec le trio PLA, PET-G, ABS. En effet le PLA s'imprime à environ 200-220°C, le PET-G à 220-240°C, l'ABS à 240-260°C.
Esthétique des pièces
Le PLA offre un très bon rendu. Celui-ci est permis par sa facilité d'impression. Du fait de la quasi absence des problématiques de cheveux d'ange ou de reprises de lignes, les pièces imprimées sont très qualitatives. Les impressions PLA sont d'une brillance modérée, de type satiné.
Le PET-G produit des pièces très brillantes. Les défauts sont ainsi mis en exergue, notamment ceux liés aux cheveux d'ange, typiques des impressions PET-G.
L'ABS quant à lui produit des pièces mattes en comparaison aux pièces PLA ou PET-G. Cet aspect mat atténue l'effet escalier des couches, donnant l'apparence d'une pièce plus lisse, plus "propre".
Facilité d'impression
Le PLA est LE matériau le plus facile à imprimer. Pour cette raison, tout imprimeur 3D débutant doit d'abord se faire la main sur du PLA.
Le PET-G est à mi-chemin entre le PLA et l'ABS. Le PET-G est un thermoplastique coulant, à l'origine du phénomène de cheveux d'ange. Les problématiques d'adhérence au plateau sont facilement solutionnables à travers un plateau chauffant à bonne température (60-70°C) et une solution d'adhérence adaptée.
L'ABS est réputé difficile à imprimer. Les problématiques se situent au niveau de l'adhérence au plateau et de l'adhérence inter-couches. Imprimer en ABS des pièces hautes sans enceinte fermée n'est pas envisageable. L'enceinte fermée évite les variations de température et permet de maintenir une ambiance de 30-40°C favorable à l'adhérence inter-couches.
Le PLA, le PET-G et l'ABS en résumé
Avec le trio PLA, ABS, PET-G on dispose de matériaux aux caractéristiques bien marquées :
- PLA : très beau rendu, très facile à imprimer, peu résistant à la température et à l'impact
- PET-G : rendu très brillant, relativement facile à imprimer, résistance à la température et performances mécaniques moyenne
- ABS : rendu mat, difficile à imprimer, bonne résistance à la température, faible résistance à la flexion

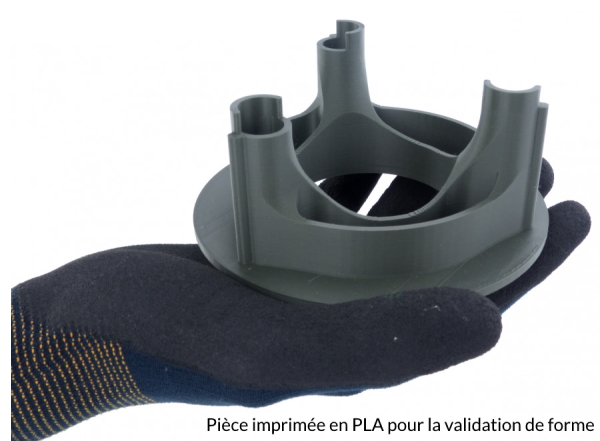
La facilité d'impression 3D du PLA explique sa forte consommation. Même en milieu professionnel, où la très faible résistance à la température est problématique, l'impression en filament PLA garde sa place pour la validation de forme.
Les matériaux purs aux applications spécifiques
Le trio PLA, PET-G et ABS constitue donc l'arsenal de base de l'imprimeur 3D pour les impressions rigides.
Mais il existe d'autres polymères purs (sans charge ni alliage) dédiés à des applications spécifiques.
Le PMMA pour une grande transparence
Le PVDF pour une résistance accrue aux agents chimiques
Le thermoplastique PVDF permet la production de pièces disposant d'une forte résistance aux agents chimiques du type solvants, hydrocarbures, acides et bases. Sa résistance à la température est forte et les pièces produites présenteront un faible coefficient de friction. Enfin le PVDF est hydrophobe, ce qui évite toute prise de précaution de séchage avant impression.
Les filaments dédiés à la résistance haute température
On trouve sur le marché des filaments permettant une résistance aux hautes températures jusque 100°C, sans recuit. Cette caractéristique est obtenue malgré le fait que ces polymères s'utilisent sur des imprimantes 3D de bureau classique à des températures de buse inférieures à 300°C.
L'ASA pour une meilleure résistance aux UV
L'ASA est un polymère styrénique très proche cousin de l'ABS. Il s'imprime d'ailleurs avec des paramètres très similaires. Mais les filaments ASA disposent d'une bien meilleure résistance aux ultra-violets. C'est la raison pour laquelle on trouve souvent des pièces en ASA dans les habitacles de voiture.
Cette caractéristique en fait le candidat idéal pour les applications extérieures.
Le polycarbonate pour une forte résistance aux chocs et à la chaleur
L'utilisation du filament polycarbonate a pour principal objectif de gagner en solidité et en résistance à la chaleur.
C'est un filament très technique à imprimer. L'enceinte fermée sera obligatoire. La température de buse se situera aux environs des 270°C et celle du plateau dépassera les 110°C.
Les filaments chargés pour l'esthétisme
La production de pièces à vocation décorative fait aussi partie de l'impression 3D. Aussi on retrouve sur le marché une gamme variée de filaments chargés ou modifiés dans le but d'obtenir un rendu particulier. Il s'agit souvent d'une base PLA. Les pièces produites retrouvent alors les caractéristiques du PLA, et notamment la faible résistance à la température.
Les filaments bois
Le filament PLA avec une charge bois produira des pièces avec un rendu bois à la vue et au toucher. Une buse en 0.60 mm est recommandée pour éviter tout bouchage de buse.
Les filaments co-produits
Les filaments co-produits valorisent des matières initialement destinées à être traitées comme des déchets. On retrouve ainsi des filaments PLA chargés en blé, café, coquilles de moule, d'huitre ou de Saint-Jacques.
Les filaments effet métal
Une charge de poudre métal appliquée à une base PLA permettra l'obtention d'objets au rendu métal. On parle bien ici d'un rendu métal : la charge métal n'améliore en rien les caractéristiques techniques des pièces produites. Dans la majorité des cas un post-traitement des pièces produites en filament PLA effet métal (ponçage et polissage) sera nécessaire afin de faire ressortir les particules de métal.
Les filaments ultra brillants
On parle ici des filaments de type soie, silk, satin ou glossy. Les filaments PLA silk ou soie disposent d'une brillance extrême.
Ils sont disponibles sur une large gamme de coloris pour la production d'objets décoratifs.
Les filaments Pantone®
Pantone® est un référentiel normalisé de couleurs. Les filaments conformes Pantone® donne la possibilité d'obtenir des objets d'une couleur bien précise et répétable.
Les filaments mats
Toujours dans la famille des PLA, la version PLA MAT permet la production de pièces qui ne reflèteront pas ou peu la lumière. Cela donne un effet plus réaliste, moins "plastique". Ces filaments sont particulièrement apprécié dans le domaine architectural.
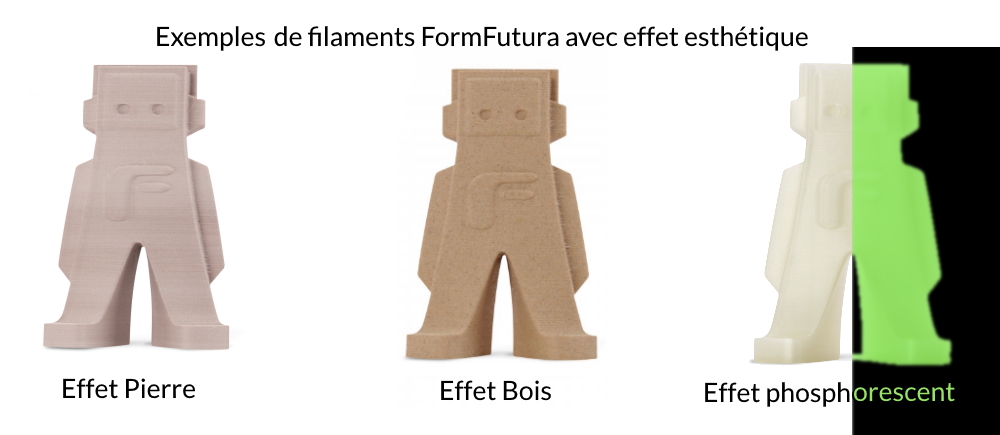
Les filaments effet pierre
Dans le même esprit que les filaments bois, on trouve sur le marché du filament PLA avec un effet pierre. Différents coloris sont disponibles afin de produire un effet terre cuite ou encore un effet granit. Ces filaments disposent volontairement de variation de couleurs tout au long de la bobine afin d'augmenter le réalisme des pièces produites.
Les filaments phosphorescents
Ces filaments existent en version PLA ou ABS. Les pièces produites avec du filament phosphorescent emmagasinent la lumière naturelle ou artificielle et la restituent dans l'obscurité.
Notez que ces filaments peuvent s'avérer abrasif pour la buse.
Les filaments pailletés
Avec ces filaments, la charge paillette sur un filament PLA permet de produire des pièces avec un effet pailleté.
L'objectif ici n'est que décoratif.
Les filaments métallisés
Les filaments métallisés produisent des pièces au rendu métallique. Tout comme les filaments effet bois, pierre ou pailleté il s'agit bien là d'un effet. Aucune caractéristique mécanique ou thermique n'est à attendre de cette charge.
Les filaments chargés pour des performances améliorées
On parle souvent de filaments "techniques". Afin d'améliorer les performances mécaniques et thermiques des polymères des charges variées sont appliquées.
Les filaments PET-G carbone
Historiquement la première charge d'un filament en carbone a mené à la production d'un filament PET-Carbone. La charge carbone a pour objectif de donner de la rigidité à la pièce produite. Cette plus grande rigidité permet aussi dans l'absolu de réduire la masse de la pièce (sans perdre en solidité) en réduisant l'épaisseur des murs ou le taux de remplissage
Les filaments ABS Carbone
L'ajout de micro fibres de carbone à l'ABS permet de réduire le phénomène de warping, typique des impressions ABS.
Comme pour tout filament chargé carbone, la buse s'usera plus vite du fait du caractère abrasif du carbone. On optera donc pour une buse renforcée.
Les filaments Nylon carbone
Les filaments nylon chargés carbone permettront de produire des pièces très résistantes et rigides.
Très souvent les filaments nylon-carbone permettront de produire des pièces hautement résistantes à la température (jusque 150°C selon la marque de filament).
Les filaments Polypropylène fibre de verre
On obtiendra avec cette alliance polypropylène / fibre de verre des pièces à la fois très résistantes et rigides.
On retrouve souvent ce type de polymères dans les pièces moulées automobiles.
Les filaments ABS Aramide
Les filaments ABS chargés en aramide permettront la production de pièces rigides et résistantes aux chocs. A titre d'exemple, les fibres d'aramide sont utilisées dans les gilets parre balles ou encore dans les cordes de raquettes de tennis.
Les filaments PLA Nano-diamants
Le point noir du PLA est sa résistance faible à la température.
La charge en nano diamant permet l'obtention de pièces plus résistantes à la température sans perdre en facilité d'impression, typique du filament PLA.
Les alliages pour des performances mécaniques améliorées
Nous avons vu précédemment que les filaments pouvaient être chargés dans un but esthétique ou de gain de performances mécaniques ou thermiques.
On trouve aussi des filaments formés d'alliage, de mélange, de deux polymères. L'objectif est ici de gagner en performances mécaniques ou thermiques à travers l'association des atouts des deux polymères purs.
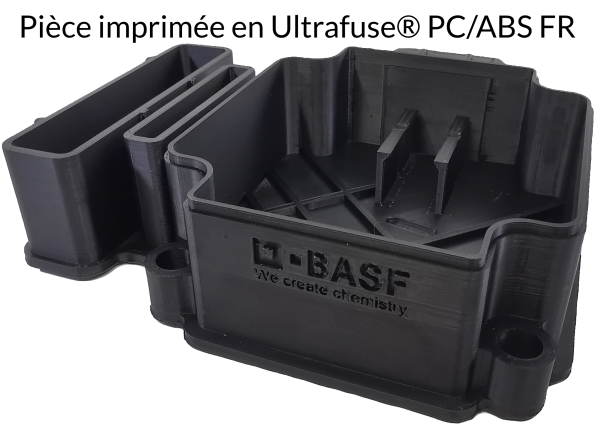
Les filaments PC-ABS
Les filaments PC-ABS pour objectif d'allier les performances de l'ABS et du polycarbonate.
Certains de ces filaments disposeront de propriétés ignifuges.
Les pièces produites disposeront d'une grande résistance mécanique et d'un rendu très qualitatif si imprimées dans de bonnes conditions.
Ce mélange de polymères constitue un compromis : plus facile à imprimer qu'un PC pur, plus résistant qu'un ABS pur, mais moins résistant qu'une PC pur.
Les filaments PC-PTFE
Les filaments PC-PTFE sont dédiés à des applications où la résistance aux frottement est requise.
Il en résulte une forte résistance à l'usure des pièces produites.
Les filaments hautes performances
Dans la grande famille des filaments produisant des pièces rigides on trouve aussi une série de filaments dits "Haute performance". Ces filaments s'impriment sur des machines professionnelles dédiées du fait des températures à atteindre en buse (> 300°C) et au plateau (> 100°C).
Ces filaments requièrent en outre une enceinte fermée avec une atmosphère thermorégulée.
Les filaments PEEK
Le PEEK est largement utilisé dans les applications aéronautiques.
Les filaments PEEK permettront la production de pièces aux performances mécaniques et de résistance thermique exceptionnelles. Les pièces produites disposeront également de propriétés de résistance aux agents chimiques.
Ces filaments s'imprimeront avec une température de buse supérieure à 400°C.
Les filaments PEKK
Les filaments PEKK sont eux aussi très techniques.
Les performances mécaniques, thermiques et chimiques sont telles que l'utilisation de pièces imprimées en filament PEKK pourront remplacer des pièces métalliques.
On trouve également des filaments PEKK chargé carbone qui produiront des pièces avec une résistance aux chocs améliorée.
Les filaments PEI
Les filaments PEI sont amorphes.
De la famille des polyimides,
ce filament présente une bonne résistance à la température, une haute stabilité dimensionnelle ainsi qu’une résistance à l’abrasion élevée.
Son impression nécessitera une température de buse supérieure à 350°C.
Les filaments PPSU
Les filaments PPSU sont destinés à des applications aérospatiales.
Ce filament amorphe présentera d'excellentes propriétés de résistance aux fortes températures.

Filaments pour les impressions souples
Nous venons de parcourir la large famille des filaments produisant des pièces rigides. Nous allons à présent étudier les filaments produisant des pièces souples.
Comme vu en début d'article une pièce souple n'est pas une pièce élastique. Il est possible de plier une pièce souple mais pas de l'étirer. C'est le cas d'une bouteille de shampoing. Vous pressez sur le centre de la bouteille pour évacuer le liquide mais vous ne pouvez pas tirer, étirer, la bouteille. Contrairement à une pièce élastique, une pièce souple ne s'allonge pas.
Les pièces souples seront résistances aux chocs. Elles absorberont les chocs. La souplesse des pièces produites pourra également faciliter les assemblages.
Le filament nylon
Le filament nylon, ou filament polyamide (PA), permet la production de pièces souples. La souplesse dépendra des paramètres d'impression (épaisseur des murs et taux de remplissage) mais aussi de la géométrie de la pièce. Si vous imprimez un cube de 100x100x100 mm en filament nylon avec des paramètres d'impression classiques (20/30% de remplissage) vous aurez du mal à observer une souplesse. En revanche si vous imprimez un objet avec une forme proche d'une règle d'écolier alors vous observerez une souplesse. L'objet pourra être plié.
Le filament nylon en lui-même dispose d'une certaine souplesse. Vous pouvez réaliser un nœud avec un filament en polyamide. Pour autant il n'est pas élastique, aussi il pourra être imprimé sur toutes les imprimantes 3D de bureau sous réserve qua la buse puisse atteindre une température supérieure à 250°C.
Il existe différentes formes de filament nylon : PA-6, PA-6.6, PA-12, etc. Ces différentes versions correspondent à des applications spécifiques et font souvent référence à des fabrications soustractives comme l'usinage, ou le moulage.
Du point de vue des inconvénients on note une reprise systématique et rapide de l'humidité. Un étuvage du filament durant plusieurs heures sera nécessaire avant impression. En l'absence d'étuvage, on entendra un crépitement en sortie de buse et la pièce présentera un rendu de surface très médiocre.
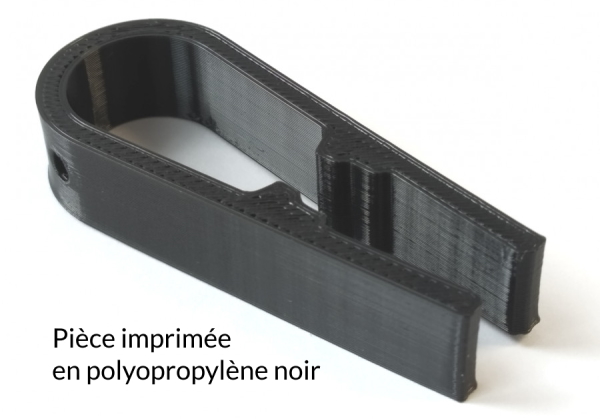
Le filament polypropylène
Le thermoplastique polypropylène est très courant dans notre vie quotidienne. Vous pouvez le repérer sur les contenants moulés portant le sigle 5 "PP".
Comme le nylon le filament polypropylène produit des pièces souples. Le filament comme la pièce imprimée présentent un comportement similaire au nylon. Mais à l'inverse du filament nylon le polypropylène n'est pas, ou très peu, sujet à la reprise d'humidité. Il en résulte une manutention facilité pré-impression.
Cependant on notera une difficulté particulière pour le polypropylène : l'adhérence au plateau. Le polypropylène n'adhère qu'au polypropylène. Il faudra donc s'équiper de surface d'impression basé sur ce polymère.
Filaments pour les impressions élastiques
Intéressons-nous à présent aux filaments permettant la production de pièces élastiques.
Les pièces élastiques sont souples mais peuvent aussi être étirées. Elles présentent un comportement similaire à du caoutchouc ou du silicone, sans en être.
On retrouve deux thermoplastiques dans cette famille : les filaments TPU et les filaments TPS.
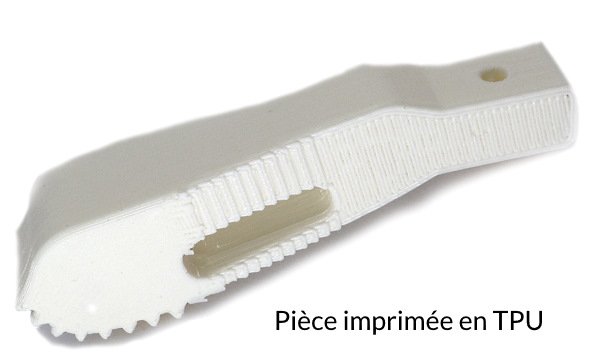
Les filaments TPU
TPU signifie thermoplastique polyuréthane. Historiquement on les appelle aussi les filaments "flexibles" ou "flex".
Il existe différentes duretés de filaments' et donc de pièces imprimées, faisant référence à la table Shore.
Si les filaments d'une dureté Shore supérieure à 90A seront imprimables sur la très grande majorité les imprimantes de bureau, les filaments d'une dureté shore inférieure nécessiteront des équipements spécifiques.
En dessous d'une dureté Shore 90A, l'extrusion directe, en opposition au guidage par tube bowden, sera nécessaire. En effet le filament TPU risquerait de se tasser ou de s'étirer dans le tube bowden à l'origine de sous extrusion.
Pour imprimer un filament 70A, et a fortiori 60A, un extrudeur à double entrainement sera nécessaire. Le filament devra être très étroitement guidé en sortie des engrenages.
Point positif de l'impression de TPU ; pas de problématique d'adhérence au plateau. Les filaments TPU s'imprimeront directement sur verre nu, sans plateau chauffant. Veillez même à ce que la distance buse/plateau ne soit pas trop faible au risque de rencontrer beaucoup de difficulté à décoller la pièce.
Les filaments TPS
Le filament TPS est un thermoplastique styrénique. Sa principale différence vis-à-vis des TPU se situe au niveau du toucher. Celui-ci est plus "doux". Ce toucher différent est aussi synonyme de propriétés antidérapantes accrues. Autre caractéristique, le TPS absobe peu l'humidité. Les précautions de mise en œuvre seront donc plus souples.
Concernant les préconisations d'impression liées à la dureté Shore, on retrouvera les mêmes problématiques que pour l'impression des TPU en terme de dispositif d'extrusion. Concernant l'adhérence au plateau, le comportement sera différent du TPU qui accroche au plateau très facilement. L'impression de TPS impliquera la mise en œuvre du plateau chauffant associé si nécessaire à l'ajout d'une solution d'adhérence.
Filaments pour créer des supports
L'impression 3D FFF fonctionne selon le principe de dépose successive de couches du bas vers le haut. Il en résulte que certaines structures, en porte-à-faux, nécessitent des "supports". Ces supports sont en quelque sorte des échafaudages destinés à soutenir l'impression de la pièce en elle-même.
Les supports peuvent être produits avec le même matériau que le matériau maitre. Mais il est possible, dans le cadre d'impression multi-extrusion, d'imprimer les supports avec un matériau dit support. Cela a pour avantage de produire des pièces plus propres, les supports étant facilement supprimables.
On choisira le matériau support selon le matériau maitre.
Le filament PVA
Le filament PVA est historiquement le premier filament support disponible sur le marché de l'impression 3D de bureau. Il se dissout dans l'eau. L'eau tiède diminuera le temps de suppression. Notez que ce process se compte en heures et non en minutes.
C'est le matériau support destiné aux impressions PLA.
Le filament BVOH
Le filament BVOH est en quelque sorte un filament support de seconde génération.
Le filament BVOH est compatible avec une gamme de matériaux plus larges.
Il s'imprime plus facilement que le PVA et se détache également plus aisément.
Le filament Breakaway INGEO 3D450
Le filament Breakaway INGEO 3D450 est un filament détachable et non dissolvable.
Il n'est donc pas nécessaire de mouiller la pièce. Ce filament INGEO pourra être associé à du PLA ou du PET-G.
Filaments métaux
L'impression 3D métal par dépôt de filament fondu (FFF) est désormais accessible à tous les possesseurs d'imprimante 3D de bureau capable d'imprimer de l'ABS. En effet des filaments chargés en poudres métalliques à plus de 90% sont désormais disponibles. Après les opérations de déliantage et frittage les pièces obtenues sont véritablement métalliques, à 100%.
Les pièces métalliques présenteront des performances mécaniques et thermiques sans commune mesure en comparaison aux pièces produites avec des thermoplastiques classiques.
Les filaments 316L
Le 316L est considéré comme l'inox marin. Sa résistance à la corrosion est effectivement très élevée.
Le filament 316L s'imprime avec des paramètres similaires à l'ABS. La plupart des pièces devra être imprimée à 100%. L'utilisation d'une buse renforcée sera nécessaire étant donné le caractère abrasif de ce type de filament.
Notez qu'il sera nécessaire de délianter et fritter les pièces produites afin d'obtenir de véritables pièces 100% métalliques.
Les filaments 17-4PH
Le 17-4 PH est également un acier inoxydable, bien que moins résistant à la corrosion que le 316L. Les pièces produites présenteront de meilleures performances mécaniques que les pièces 316L sauf concernant l'allongement à la rupture.
Le filament 17-4 PH présentera par ailleurs l'intérêt de produire des pièces avec des taux de réussite au déliantage et frittage plus élevés.

La question de l'éco-responsabilité et de la nocivité
Traitons la question de l'éco-responsabilité et de la nocivité liée à l'utilisation des filaments pour imprimante 3D.
A ce jour, selon nos connaissances, tous les plastiques utilisés en impression 3D sont issus de la pétrochimie, mis à part le PLA. Oui, l'impression 3D implique l'utilisation de matières plastiques issues, de plus ou moins loin, du pétrole.
Il convient donc de raisonner ses productions. A ce sujet, vous pouvez lire notre article relatif aux pistes de réduction de consommation de filaments. Bien qu'à ce jour la part de l'impression 3D dans la consommation mondiale de plastique reste très faible il convient de garder en tête cet aspect primordial dans le contexte actuel.
Le PLA est un bioplastique issu de la biomasse. Ceci étant, la plupart des filaments PLA sont colorés à l'aide de pigments ou sont chargés pour disposer d'un rendu très brillant ou mat par exemple. Le filament PLA n'est pas un filament bio. Le PLA est annoncé comme compostable, mais seulement en conditions industrielles. Une fois additivé pour lui donner une couleur ou un aspect particulier, cette biodégradabilité est très probablement mise à mal.
L'idée ici n'est pas de mettre le PLA au même niveau que les matériaux directement issus du pétrole comme l'ABS, mais de relativiser les choses : l'impact environnemental de l'impression avec du filament PLA n'est pas nul, loin s'en faut.
L'ajout de co-produits au thermoplastique PLA permet la valorisation de matières destinées à être traitées initialement comme déchets et c'est une bonne chose. Mais notez que les filaments PLA co-produits comportent une part très faible de co-produits et que cet ajout ne simplifie pas, non plus, les questions de recyclage des impressions 3D. Les filaments PLA co-produits ne sont pas davantage recyclables que les filaments PLA classiques.
On trouve également sur le marché des filaments "recyclés". A ce jour il s'agit pour la très grande majorité de filaments produits à partir de rebuts de production ou de déchets post-industriels. La fabrication de filaments, en boucle fermée, à partir du recyclage de pièces imprimées en 3D ratées ou hors d'usage, est à ce jour rare du fait de l'absence de marquage des pièces et de filières inexistantes. Pour le moment, le recyclage du filament 3D en boucle fermée est surtout envisageable en interne et implique l'investissement dans des outils de transformation à l'échelle de l'utilisateur, en circuit fermé, in situ.
Concernant la nocivité, toute impression 3D émet des nano-particules nocives. A ce jour le PLA serait le matériau qui émet le moins de nano-particules. Lisez bien "moins" et non "pas". D'après les études scientifiques disponibles, les émissions de nano particules nocives lors de l'impression de PLA sont sans commune mesure comparées à l'impression d'ABS par exemple. Mais retenez que tout thermoplastique en fusion émet des nano particules, plus ou moins, nocives. Ce n'est pas parce qu'il n'y a pas de (mauvaises) odeurs que l'impression est sans danger.