Avertissement : Vous êtes autorisés à reprendre cette étude sous réserve de la publication d'un lien explicite et sans ambiguïté vers cette page. Toute autre reproduction sans citation de la présente source sous forme d'un lien vers cette page est interdite.
Cette étude de comparaison de comportement à la flexion en fonction de l'orientation des couches avec un taux de remplissage de 30% a été réalisée grâce au banc d'essai d'éprouvettes imprimées en 3D conçu et fabriqué par Filimprimante3D. Cette étude ne fait référence à aucune norme et ne présente pas de caractère scientifique.
Contexte de l'essai
Cette étude fait suite à l'essai sur l'influence du sens d'impression de pièces imprimées en 3D. Cette dernière met en évidence une charge maximale plus importante pour les éprouvettes imprimées "sur l'arête" mais avec une flèche à la charge maximale légèrement inférieure en comparaison des éprouvettes imprimées "à plat". Cette étude avait porté sur des impressions avec un taux de remplissage à 100%. Suite à notre première étude sur l'impact du taux de remplissage, nous avons souhaité vérifier que l'influence du sens d'impression était confirmée ou infirmée avec des éprouvettes imprimées avec un taux de remplissage de 30%.
L'essai se concentre sur les sens d'impression "à plat" et "sur l'arête", la résistance des éprouvettes imprimées "debout" étant très logiquement bien inférieure en tout point par rapport à ces deux modalités (cf étude "Comparatif Résistance / Sens d'impression de pièces imprimées en 3D").
Description de l'essai
- Banc d'essai utilisé : banc d'essai R1 Filimprimante3D
- Imprimante 3D utilisée : Original Prusa MK2
- Diamètre de sortie de buse : 0.4 mm
- Filament utilisé : PET-G dailyfil naturel, référence DAF241763, numéro de lot 491969
- Nombre d'éprouvettes testées par paramètre d'impression variant : 3
- Vitesse d'essai : 11 mm/min
- Pas d'avancement de la traverse mobile : 0.1 mm
- Atmosphère d'essai : température : 18.8°C | hygrométrie : 47.4%
Les principaux paramètres d'impression fixes des éprouvettes sont :
- Température d'impression : première couche : 220°C puis 210°C
- Température de plateau : 70°C
- Ventilation : 30-50%
- Vitesse d'impression : 60 mm/s
- Epaisseur des couches : 0.20 mm
- Remplissage : rectilinear (angle 45°), 30%
- Nombre de passages pour les murs (périmètres) : 2
- Nombre de couches pleines à la base : 4
- Nombre de couches pleines au sommet : 4
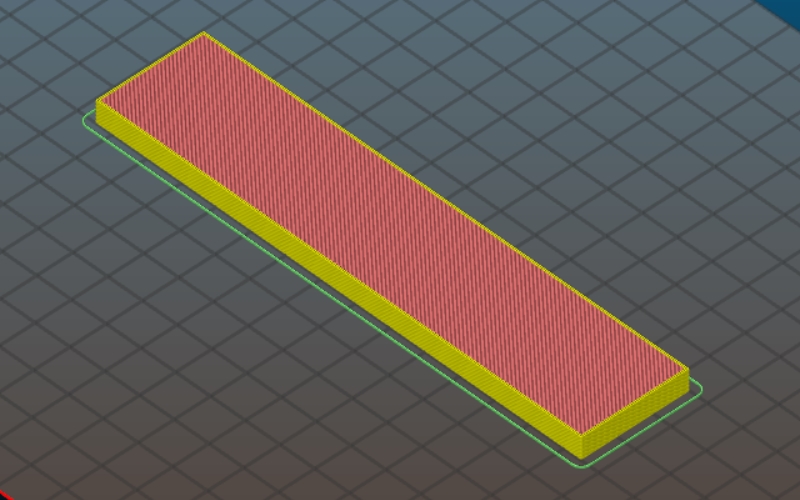
Paramètres variants : sens d'impression : "à plat", "sur l'arête".
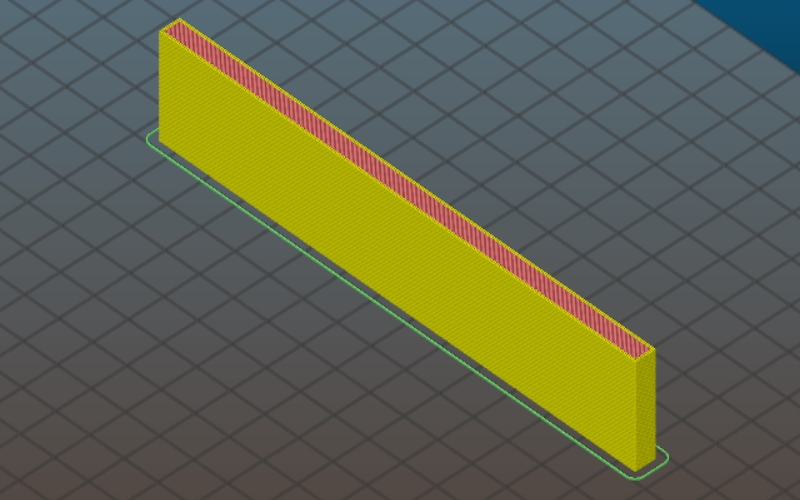
Les éprouvettes de type "sur l'arête" ont été imprimées avec un brim.
Impression "à plat" :
Impression "sur l'arête" :
Résultat de l'essai
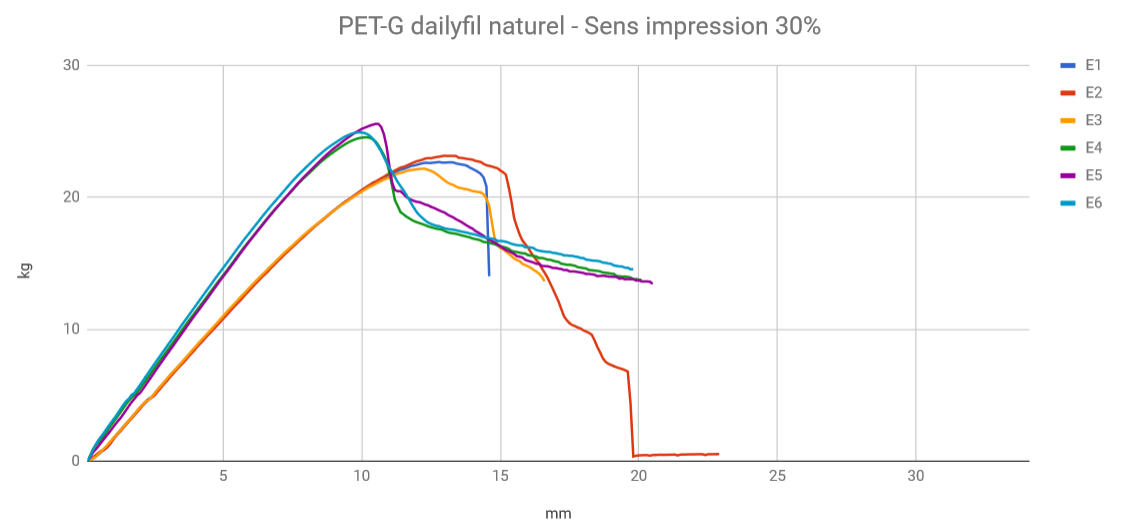
Le graphique ci-dessous présente le comportement des 6 éprouvettes avec en abscisse la flèche exprimée en mm et en ordonnée la charge exprimée en kg.
- E1, E2, E3 : "à plat"
- E4, E5, E6 : "sur l'arête"
{kind=link}
Les 3 éprouvettes imprimées "à plat" ont rompu.
Interprétation de l'essai
Les comportements sont bien différenciés selon le type de modalité, "à plat" et "sur l'arête".
Comme pour le taux de remplissage à 100% nous notons une charge maximale supérieure et une flèche à la charge maximale inférieure pour les éprouvettes imprimés "sur l'arête". Ceci étant la différence entre les deux modalités est moins marquée.
La tendance selon laquelle les éprouvettes imprimées "sur l'arête" présentent une charge à la flèche maximale supérieure et une flèche à la charge maximale inférieure est bien confirmée, que le taux de remplissage soit de 30% ou 100%.