Tout bon imprimeur est confronté un jour ou l'autre à des problèmes d'adhérence des pièces au plateau de son imprimante 3D, tout comme des problèmes de warping (déformation des extrémités de la pièce durant l'impression). De nombreux paramètres entrent en jeu : le type de filament, le plateau (matière et température), la température de l'enceinte, la distance de la buse par rapport au plateau, etc. Si les premières couches n'ont pas adhéré correctement, la réussite de l'impression est grandement compromise. Il existe bon nombre de solutions afin de pallier à ces problèmes. Nous allons vous donner ici le panel des solutions pouvant être mises en œuvre pour améliorer l'adhérence.
Le plateau, d'abord
Commençons par le commencement : le plateau de l'imprimante 3D. Selon les imprimantes, le plateau peut être constitué de différentes matières. Le revêtement d'origine du plateau est déterminant pour le choix des matériaux d'adhérence.
Un des types de plateau les plus courants est le verre, utilisé pour sa bonne résistance à la chaleur, aux rayures mais également pour sa solidité et sa planéité : vous pourrez y associer une très grande partie des matériaux d'adhérence que nous citerons par la suite. Le verre est également résistant à l'acétone, ce qui lui permet d'être facilement nettoyé. Sa résistance aux rayures lui assure un nettoyage aisé des résidus à l'aide d'une lame de cutter par exemple.
Le plateau verre est universel dans le sens où il peut être utilisé nu pour l'impression du TPU par exemple ou bien accueillir la solution d'adhérence adaptée au matériau imprimé.

Le plateau texturé de la Prusa MK3
Un autre type de plateau se trouve également sur certaines machines : un revêtement de type Buildtak. il s'agit d'une surface rugueuse assurant une bonne accroche pour le PLA, l'ABS, le PET-G, etc. Nous en reparlons plus tard.
Le nivellement du plateau
Le bon nivellement du plateau est essentiel pour une bonne adhérence de l'impression 3D. A ce jour la majorité des machines est équipée d'un nivellement automatique.
Si votre machine nécessite un nivellement manuel, réalisez ce calibrage avec le plus grand soin. C'est un point essentiel qui conditionne la réussite de l'impression dans sa globalité. Mieux vaut passer 10 minutes à niveler le plateau plutôt que de perdre une impression de 10 heures.
La bonne distance plateau / buse
Là aussi c'est un point essentiel. Une impression PLA sera tolérante à une mauvaise distance buse / plateau. Dans le cas de l'ABS par exemple ce réglage est capital.
Il convient de s'adapter au matériau. Sur un filament TPU une distance buse plateau trop faible sera à l'origine d'une impression très difficile à décoller. Une distance buse plateau/buse trop importante sur un filament ABS ou PC entrainera un décollement de la pièce à coup sûr.
Si vous utilisez un film d'adhérence type Buildtak, une buse trop proche du plateau entrainera une détérioration irréversible du film.
Vous l'avez compris cet étalonnage est également primordial.
L'indispensable plateau chauffant
A ce jour, la très large majorité des imprimantes 3D est équipée d'un plateau chauffant. Mis à part pour le PLA et le TPU, le plateau chauffant sera bénéfique voire indispensable à l'impression de tous les thermoplastiques d'imprimante 3D. La surface chaude du plateau permet de maintenir la partie déjà imprimée au chaud (notamment les premières couches) et assurer une bonne adhérence entre les couches et limiter le warping. Point noir du plateau chauffant : certaines machines ne peuvent monter qu'à une température limitée, et cela peut prendre beaucoup de temps. Pensez-y lors du choix de votre imprimante. Pour des filaments difficiles à imprimer tel le polycarbonate, un plateau montant à 80°C sera le strict minimum, il faudra plutôt compter sur 100 - 120 °C pour une adhérence efficace.
Attention à ne pas trop chauffer selon le matériau. Pour l'impression du PLA il ne faudra pas dépasser 50°C car l'effet inverse peut être obtenu, le PLA commençant à devenir malléable à partir de 40-50°C.
L'enceinte d'impression
Aujourd'hui de nombreuses machines disposent d'une enceinte d'impression fermée. La cartérisation de l'imprimante 3D répond à plusieurs objectifs :
- la sécurité en protégeant l'utilisateur des éléments en mouvement
- la santé en retenant et en filtrant les particules volatiles
- le maintien d'une température ambiante de chambre d'impression bénéfique à la majorité des matériaux
L'enceinte fermée sera même indispensable pour l'impression de certains matériaux comme l'ABS ou le PC par exemple.
Raft et brim, la solution "hardware"
Pourquoi ne pas améliorer l'adhérence par la structure même du modèle à imprimer ? Les logiciels d'impression 3D le proposent nativement par l'ajout d'un raft ou brim.
Le Raft consiste à ajouter une base de matière sous l'objet imprimé. Ainsi ce dernier ne sera pas imprimé directement sur la plateau mais sur cette base. Il s'agit d'une superposition d'environ 4 couches, sous forme de grille plus large que l'objet, permettant une meilleure accroche. Il assure aussi une meilleure stabilité durant tout le temps de l'impression (idéal pour des impressions longues). Le problème de cette technique est qu'elle laisse des marques sur la pièce imprimée et est difficile à décrocher. Attention aussi aux objets fins et fragiles, car le retrait du raft risque d'en briser un morceau.
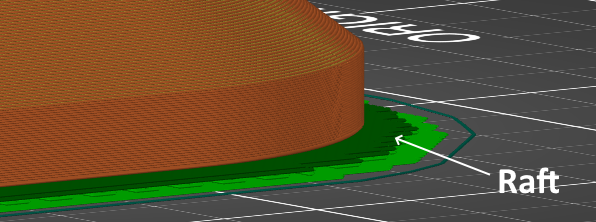
Exemple de Raft
Le brim est une très fine couche imprimée autour de la pièce, comme une sorte de jupe. Il permet un bon maintien des petites parties imprimées vers l'extérieur de la pièce : par exemple les pattes d'une araignée. Très fin, le brim est beaucoup plus facile à retirer que le raft.
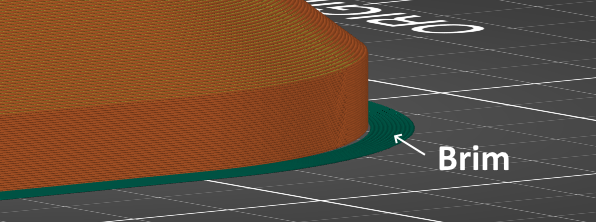
Exemple de brim
Astuce : les raft et brim vous permettent d'ajuster les paramètres en direct sur les premières lignes : températures, débit, fan, etc sur les machines qui le permettent.
Les solutions d'adhérence
Pour faire face à ce problème essentiel de l'impression 3D, de nombreuses solutions d'adhérence au plateau ont vu le jour au fil des années. Nous vous proposons ici une revue des solutions d'adhérence.
Le verre nu
Comme nous l'avons vu plus haut, le plateau verre est universel.
Il pourra, et même devra, être utilisé nu, propre, pour une impression de filament TPU. Le filament TPU colle fortement au plateau verre, même froid. Dans ce cas particulier il faudra veiller à ne pas trop coller la buse au plateau au risque de rencontrer beaucoup de difficultés à décoller l'objet.
Solution liquide pulvérisée sous forme d'aérosol
Il existe des solutions d'adhérence sous forme d'aérosol à appliquer sur le plateau. C'est par exemple le cas de la 3DLac. La formulation sous aérosol présente l'avantage d'appliquer une très fine couche et ce de façon homogène sur le plateau.
Certaines laques ne pourront être utilisées qu'avec plateau chauffant, d'autres fonctionnent également sur plateau à température ambiante. Ces solutions sont très efficaces sur PLA, ABS, PET-G, etc.
Côté inconvénients de ce type de laque, les aérosols créent une sorte de nuage de la solution qui risque de se déposer dans toute l'enceinte de l'imprimante 3D mais aussi dans l'environnement de travail. Autre point négatif, les aérosols sont considérés comme matière dangereuse dans le sens du transport et ne peuvent donc pas être expédiées avec tous les transporteurs ou vers toutes les destinations.
Solution liquide pulvérisée sans aérosol
On retrouve des solutions d'adhérence liquide du même type, mais sans aérosol. Les gouttelettes pulvérisées formeront parfois des amas une fois séchées. Ces aspérités risquent de se retrouver sous l'objet imprimé. Une fois pulvérisées, nivelez les gouttelettes à l'aide d'une lame de cutter par exemple.
Les sticks d'adhérence
Là encore la solution est liquide mais elle est appliquée à l'aide d'un tampon imbibé de la solution et solidaire de la bouteille. Attention à pas trop presser la bouteille au risque de désolidariser le tampon. Là aussi on pourra niveler les aspérités à l'aide d'une lame de cutter.
Ce type de solution d'adhérence doit être appliqué avant la mise en chauffe du plateau.
Les films d'adhérence
On trouve également des films d'adhérence à coller sur le plateau. Il s'agit d'un consommable qui devra être changé régulièrement. En général, d'une épaisseur d'environ 0.30 mm le film d'adhérence assurera l'adhérence des matériaux de base : PLA, même sur plateau froid, mais aussi ABS, PET-G, PC, etc.
Le réglage de la distance buse/plateau sera essentiel. Avec une distance trop importante, le film sera sans effet. Avec une distance trop faible le film sera définitivement détérioré et l'objet très difficile à décoller.
Notez que pour des films d'adhérence mono matériau ont été développés comme le film d'adhérence spécial nylon.
Ces films d'adhérence sont disponibles en différents formats et se découpent facilement à la lame de cutter pour s'adapter aux dimensions de votre plateau si nécessaire.
Il faudra être prudent lors du décollage de l'objet. N'attaquez pas à la lame de cutter sous peine de détériorer le film. Vous pouvez utiliser une spatule, en travaillant par étape.

Les plateaux flexibles
Enfin on trouve des plateaux flexibles recouverts d'un film PEI ou d'un texturage PEI, notamment chez le célèbre fabricant Prusa. L'avantage de ces plateaux flexibles et de permettre un décollage très facile de l'objet en exerçant une pression de chaque côté de la plaque.
Décoller l'objet du plateau
De prime abord, cela peut paraître comme un détail. Loin s'en faut. Il convient de se référer aux préconisations associées à la solution d'adhérence. Pour un bon nombre de solutions d'adhérence, le mouillage à l'eau du pourtour de la pièce imprimée facilitera son décollement. Les plateaux amovibles auront pour avantage de pouvoir déplacer l'impression sur un établi par exemple pour mieux accéder au pourtour de l'objet sans risque de donner du jeu au mécanisme de l'imprimante 3D.
Le plateau amovible permet aussi un mouillage complet de la base de la pièce dans une sorte de bain-marie. Enfin un passage au réfrigérateur peut aider à décoller l'objet du plateau, un grand nombre d'adhésif étant moins actif au froid.
En conclusion
L’adhérence de l'objet au plateau est un aspect primordial car elle détermine la suite de l'impression. En fonction de la durée d'impression, de la taille et forme de l'objet, le warping peut être un problème. Avant de travailler sur les matériaux d'adhérence, revoyez les basiques : température d'extrusion, de plateau, débit, ventilation, distance plateau/buse, etc.
Encore une fois dans l'impression 3D, il est nécessaire de réaliser des tests afin d'obtenir la meilleure adhérence possible, au début de l'impression mais aussi tout au long pour éviter le warping. Chaque matériau, marque, couleur ... nécessite des réglages et techniques spécifiques.