Qu'est-ce que le warping ?
Le warping, ou gauchissement, correspond à la rétractation du thermoplastique à la surface d'impression.
Il en résulte un décollement de l'objet imprimé, d'abord sur le pourtour de l'objet et qui peut aboutir à un décollement total de la pièce.
Filaments, tous égaux face au warping ?
Tous les matériaux ne sont pas égaux face au problème de warping.
Avec le filament PLA, le phénomène de gauchissement est quasi nul. Une bonne distance buse/plateau, une lac d'adhérence et un éventuel plateau chauffant suffiront. Évitez une température de plateau trop élevée, cela peut favoriser le décollement. En effet, au-delà de 50-60°C le PLA commence à se ramollir et peut donc gondoler selon les contraintes et forces internes de la pièce.
Avec le filament TPU flexible, aucune difficulté. Le filament souple adhère très bien au plateau sans aucune solution d'adhérence. Ce filament a même tendance à trop coller à la surface d'impression. On veillera donc à ce que la distance buse-plateau ne soit pas trop faible.
Les objets imprimés en filament PET-G/PET nécessiteront un plateau chauffant et un spray d'adhérence pour être bien tenus au plateau.
C'est le filament ABS et le filament polycarbonate qui seront les plus sensibles au phénomène de warping.
Préparer la pièce
On ne dessine pas une pièce dans un software CAD en tenant compte du problème de warping, quoique. Notons tout de même que les pièces angulaires sont plus sensibles au gauchissement que les pièces aux formes organiques.
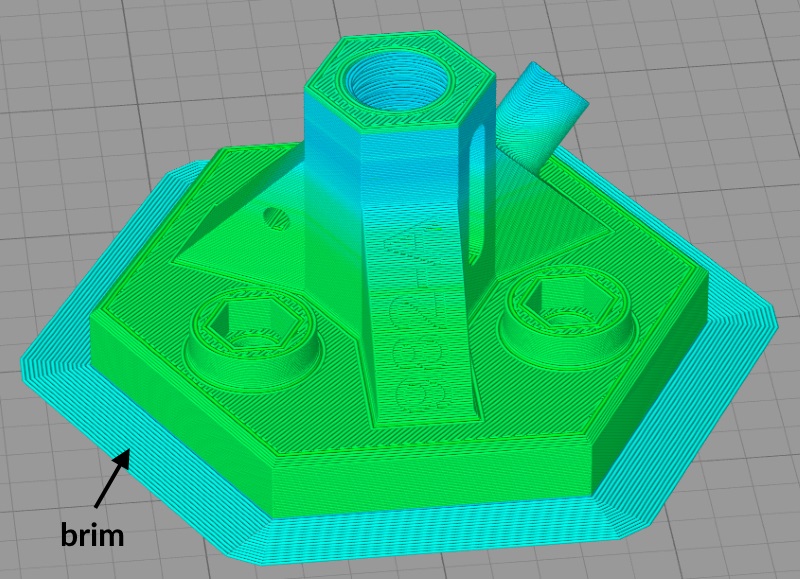
Ensuite les logiciels de tranchage permettent de générer une collerette autour de l'objet afin d'en assurer un meilleur ancrage, c'est le brim.
Les logiciels de tranchage permettent généralement de régler la taille du brim (nombre de passage de la buse) et même sa hauteur (nombre de couches).
La collerette générée autour de l'objet permet de lui assurer un ancrage fort à la surface d'impression
Imprimer en enceinte fermée
L'impression en enceinte est bénéfique pour bon nombre de filaments, à l"exception du PLA. En plus d'assurer une meilleure adhérence intercouches, l'enceinte fermée permet aussi d'assurer une meilleure adhérence à la surface d'impression.
Une enceinte fermée avec l'utilisation du plateau chauffant permet de maintenir une atmosphère de 30-40°C favorable à la fabrication de pièces solides, sans gauchissement. L'enceinte fermée protège également la pièce en cours d'impression des courants d'air. Les machines les plus performantes disposent d'une enceinte thermorégulée qui permet de définir une température d'ambiance fixe et connue tout au long de l'impression.
Une exception tout de même, le filament PLA doit être imprimé dans une enceinte où l'air est recyclé, et non chauffé.
Quelles solutions d'adhérence utiliser ?
On peut distinguer plusieurs types de solution d'adhérence :
- spray ou stick d'adhérence
- film d'adhérence dédié (spécial nylon, polypropylène, etc)
- surface polypropylène (ruban ou plaque) pour le cas particulier du filament polypropylène
Le tableau ci-dessous présente les solutions d'adhérence pour chaque matériau.
Exemple de lecture : le filament ABS nécessite une température de plateau de 80°C en enceinte fermée ainsi que la génération d'une collerette (brim) et adhérera sur un film PEI OU une plaque de verre avec spray d'adhérence.
Vous noterez que le filament flexible (TPU/TPE) est celui qui pose le moins de problème d'adhérence, un plateau à 20°C (température ambiante) étant suffisant.
Solution d'adhérence pour chaque matériau

Alors, quelle est la surface d'impression idéale ?
Les surfaces d’impression ont beaucoup évolué ces dernières années. La plupart des fabricants sont passés de l'historique plaque de verre au plateau souple métallique. Très souvent ces plateaux sont de type "PEI", une surface d'adhérence quasi universelle.
Les plateaux texturés sont aujourd'hui très répandus. Du fait de leur rugosité, l'adhérence des pièces est excellente. A noter que la face plaquée au plateau présentera cette même texture. Cela peut donner un certain esthétisme à la pièce ou au contraire faire perdre de son unicité visuelle.
Pourquoi la plaque de verre peut encore être intéressante ?
- une plaque de verre est plane, elle compense les éventuelles déformations du plateau chauffant, généralement en aluminium qui se déforme à la chaleur.
- le verre ne se raye pas. Si vous devez utiliser une lame coupante pour décrocher un objet, vous ne détériorez pas la plaque de verre. Dans le pire des cas, vous générez que des micro-rayures, sans impact pour les prochaines impressions.
- une plaque de verre est peu onéreuse et facile d'approvisionnement. Si vous enchainez les impressions, équipez-vous de plusieurs plaques de verre et interchangez-les d'une impression à l'autre. De simples pinces de fixation assureront le maintien de la plaque de verre au plateau.
En fonction du matériau imprimé, vous pourrez imprimer sans aucun additif (cas de l'impression du filament flexible) ou ajouter du ruban d'adhérence, du spray d'adhérence, ou même un film de type PEI. Une astuce à ce sujet : pour décoller un film usé plus facilement, passez la plaque de verre 30 minutes au réfrigérateur avant de décoller le film.