Titre très affirmatif, mais qui mérite d'être énoncé une nouvelle fois : "Non, un filament ne bouche pas une buse".
Nous parlerons ici des filaments, non chargés. Nous mettons ici de côté les filaments chargés car, en effet, les filaments chargés, notamment en bois, pierre ou métal, peuvent être à l'origine d'un véritable bouchage de buse du fait d'une particule de charge trop importante au regard du diamètre de sortie de la buse. C'est d'ailleurs pour cette raison que pour ce type de filament une buse de diamètre 0.50 mm au minimum est conseillée.
Cet article vise bien à expliquer qu'un filament composé d'un polymère sans charge ne peut pas boucher une buse d'imprimante 3D. Un filament PLA, ABS, PETG, etc sans charge ne bouchera jamais une buse. La "matière" en fusion ne peut pas, en soit, boucher une buse.
Avant de se retrouver dans une buse d'imprimante 3D, le polymère a déjà été fondu...
...et n'a pas bouché la presse, fort heureusement.
Petit rappel tout d'abord. A l'origine du filament sur bobine, on trouve du pellet, sorte de granulés de plastique de quelques millimètres de diamètre mis en pression dans une vis puis étirés pour former le filament que nous utilisons dans nos imprimantes 3D.
Cet historique pour rappeler que tout filament imprimé a déjà été fondu au moins une fois et qu'il n'a pas bouché la filière, certes d'un diamètre de quelques millimètres. Et ce n'est pas une seconde fusion dans un diamètre inférieur, généralement de 0.40 mm, qui pourrait expliquer la bouchage d'une buse.
Traitons les évidences
La température d'impression
Avant d'aller plus loin, rappelons des évidences.
Tout d'abord il convient de respecter les plages de température d'impression. Les fabricants indiquent une plage d'impression et non une température précise. Pourquoi ? La température d'impression optimale doit être augmentée avec la vitesse d'impression. Par ailleurs la température annoncée par la machine n'est pas sa température réelle. Selon la conception de la tête d'extrusion et la calibration de la sonde, la différence peut être de +ou- 5°C.
D'une manière générale on conseille de lancer les premières impressions à la température médiane. Si la température d'impression annoncée est de 200-220°C, on lancera les premiers tests à 210°C.
Il convient de ne pas descendre en dessous de la température annoncée par le fabricant. Dans ce cas, la fusion du filament ne sera pas atteinte et le filament ne s'écoulera pas.
Il convient aussi de ne pas monter au-delà de la température maximale. Dans ce cas le filament, notamment imprimé à très faible vitesse, pourrait calciner, et pour le coup, boucher véritablement la buse. Dans cette situation, il sera nécessaire d'utiliser des aiguilles de débouchage.
On sera aussi prudent aux périodes ou le filament est chauffé et non extrudé (préchauffage de la machine, laps de temps entre des changements de matière). Clairement un reliquat de filament PLA chauffé à 250°C (en vue de le remplacer par un filament ABS) durant 5 minutes risque de calciner et boucher la buse, véritablement. Pour éviter cette phase délicate de changement de matière, on utilisera un filament de nettoyage.
Le diamètre du filament
Au début de la démocratisation de l'impression 3D, il pouvait arriver que le diamètre du filament puisse varier et dépasser les tolérances annoncées. Un filament de 1.90 mm ne passera pas dans une tête d'impression prévue pour recevoir du filament en 1.75 mm. Les techniques de production de filament ayant beaucoup évoluées, ce type de problème est très rare de nos jours, voire inexistant. En cas de "bouchage", il conviendra tout de même vérifier le diamètre du filament en plusieurs endroits. Cependant, répétons-le ce type de défaut est à présent quasi inexistant.
La dureté du filament
Cette section concerne le filament flexible, type TPU ou TPC. La souplesse de ce type de filament peut être à l'origine d'un défaut d'entraînement du filament. Les critères de réussite de l'impression de filament flexible concernent la vitesse d'impression et la capacité de l'extrudeur à entrainer le filament flexible.
Pour le cas particulier de l'impression du filament flexible nous vous invitons à consulter notre article : Réussir les impressions de filaments flexibles.
Très bien, mais alors pourquoi ma buse est "bouchée" ???
Vous imprimez du PLA, de l'ABS ou du PET-G pur sur la plage de température préconisée, le filament ne sort pas de la buse, le moteur claque et le filament est rongé. Pourquoi ?
Dans ce cas, il faudra se pencher sur la tête d'extrusion, ou plus précisément sur la hot-end. La hot-end est une mécanique à la fois simple et complexe.
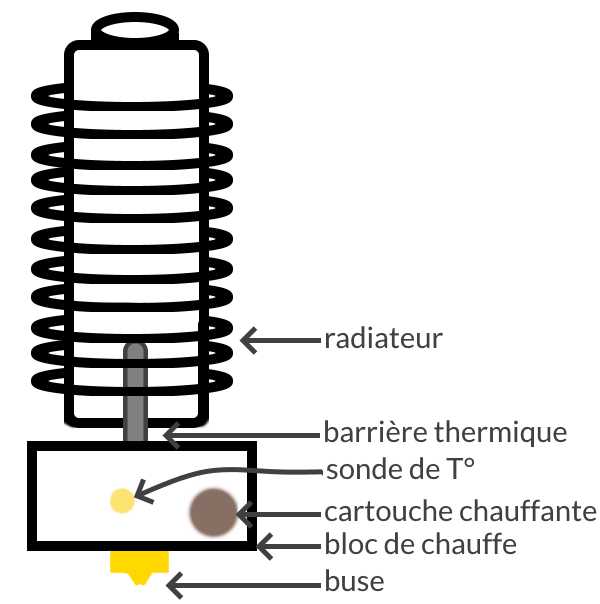
Qu'est-ce la hotend ? Il s'agit de l'élément assurant l'atteinte de la fusion du filament permettant son écoulement. La hotend est composée :
- d'un bloc de chauffe avec en son sein une cartouche chauffante
- une sonde de température
- une barrière thermique (heat-break)
- un radiateur à ailettes
- un ventilateur assurant la circulation de l'air autour des ailettes du radiateur
Une hotend bien conçue est une hotend qui assure une parfaite séparation entre la partie chaude en aval et la partie froide en amont. La chaleur produite par le bloc de chauffe tend à remonter dans la hotend. La barrière thermique constitue un premier sas visant à limiter la remontée de la chaleur.
Mais c'est surtout le radiateur à ailette combiné au ventilateur qui assure le refroidissement de la partie froide.
Si ce refroidissement n'est pas suffisant, la chaleur remonte trop haut, le filament se dilate, épouse le fut du radiateur et se bloque malgré la pression exercée par le moteur extrudeur. La matière n'a donc pas bouché la buse mais le filament, dilaté, présente un diamètre trop important au regard du fut.
Très bien, nous avons enfin l'explication, mais alors que faire ?
- Ne modifiez jamais la conception de votre hotend. Notamment ne déportez pas le ventilateur. Plus globalement, n'intervenez absolument pas sur cet élément capital.
- Nettoyez régulièrement le ventilateur qui accumule rapidement de la poussière.
- Changez votre hotend pour une tête d'impression qualitative, pas une copie.
- A la fin d'une impression, coupez l'alimentation de votre imprimante 3D une fois la température passée en-dessous de 50°C. Si vous coupez l'alimentation avant, le ventilateur ne peut plus refroidir le radiateur et le filament se dilate. Le lancement de la prochaine impression sera problématique.
Ok, mais j'ai utilise deux marques de filaments PLA, l'un "bouche la buse", pas celui-ci, pourquoi ?
Mais pourquoi ce PLA de marque X se dilate dans ma hotend, alors que celui de la marque Y ne se dilate pas et ne "bouche" jamais ma buse ?
Tout simplement car certains filaments ont une plus grande propension à se dilater. Mais ce n'est pas la faute du filament mais bien celle de la hotend, mal conçue.
Que faire alors ? Nous ne pouvons que vous encouragez à utiliser des hotends qualitatives. Ces têtes du fabricant anglais, entièrement en métal (full metal) constituent LA référence mondiale. Les plus grandes marques d'imprimante 3D utilisent cette têtes, plus qu'éprouvées. C'est aussi comme cela qu'on repère les bonnes machines.
Avec une tête d'impression qualitataive (pas une copie) vous ne rencontrerez pas de problème de filament dilaté.
Entretenir sa buse, tout de même
Au fil du temps, impressions après impressions et matériaux après matériaux, de petits débris calcinés sont susceptibles de s'accumuler dans la buse. Cela est particulièrement détectable lorsque l'impression manque de consistance ou que vous visualisez de temps à autre de petits points noirs sur vos impressions en filament de couleur claire.
Dans ce cas, ou de préférence avant en action préventive, il convient de nettoyer l'intérieur de la buse.
Dans la vidéo ci-dessous, 3D Printing Nerd décrit sa méthode qu'il nomme "COLD PULL". L'objectif de cette méthode est de faire adhérer à un filament nylon tous les débris accumuler dans la buse.
Le filament nylon est utilisé car il présente généralement une température de fusion élevée et qu'il s'agit d'un polymère très résistant, qui ne rompt pas.
La méthodologie est la suivante :
- préchauffage de la buse
- insertion du filament nylon et mise en pression (appuyez fort) pour faire sortir le filament par la buse
- coupure du chauffage puis attente
- préchauffage de la buse en tirant simultanément sur le filament
Mieux vaut une vidéo que de longs discours :
En résumé, un filament (non chargé) ne bouche pas une buse.