Cette étude de comparaison de comportement à la flexion en fonction de la température d'impression a été réalisée grâce au banc d'essai d'éprouvettes imprimées en 3D conçu et fabriqué par Filimprimante3D. Cette étude ne fait référence à aucune norme et ne présente pas de caractère scientifique.
Contexte de l'essai
Les fabricants de filaments pour imprimante 3D indiquent des plages de température d'impression, plutôt que d'indiquer une température fixe précise. Cela s'explique par le fait que la température d'impression optimale dépend de la vitesse. Par ailleurs le calibrage des sondes de température est hétérogène d'une machine à l'autre. Enfin les fabricants indiquent la même plage de température d'impression quelque soit le coloris du filament. Or, la température d'extrusion optimale varie aussi d'un coloris à l'autre (comportement du thermoplastique différent selon le pigment).
A travers cette étude, nous avons souhaité étudier les propriétés de flexion d'éprouvettes imprimées à différentes température, situées dans la plage de préconisations, toutes choses égales par ailleurs.
Suite à notre étude sur l'influence du sens d'impression de pièces imprimées en 3D, les éprouvettes utilisées pour le présent essai ont été imprimées "sur l'arête".
Les éprouvettes ont été imprimées avec du filament PET-G dailyfil naturel dont la plage de températures d'impression préconisées est : 195 - 220°C.
Description de l'essai
- Banc d'essai utilisé : banc d'essai R1 Filimprimante3D
- Imprimante 3D utilisée : Original Prusa MK2
- Diamètre de sortie de buse : 0.4 mm
- Filament utilisé : PET-G dailyfil naturel, référence DAF241763, numéro de lot 491969
- Nombre d'éprouvettes testées par paramètre d'impression variant : 3
- Vitesse d'essai : 11 mm/min
- Pas d'avancement de la traverse mobile : 0.1 mm
- Atmosphère d'essai : température : 18.7°C | hygrométrie : 57.2%
Les principaux paramètres d'impression fixes des éprouvettes sont :
- Température d'impression : température première couche et couches suivantes identiques
- Température de plateau : 70°C
- Ventilation : 30-50%
- Vitesse d'impression : 60 mm/s
- Epaisseur des couches : 0.20 mm
- Remplissage : rectilinear (angle 45°), 30%
- Nombre de passages pour les murs (périmètres) : 2
- Nombre de couches pleines à la base : 4
- Nombre de couches pleines au sommet : 4
Paramètres variants : température d'impression : 195°C - 210°C - 220°C
Les éprouvettes ont été imprimées avec un brim.
Impression "sur l'arête" à 30% :
Résultat de l'essai
Le graphique ci-dessous présente le comportement des 9 éprouvettes avec en abscisse la flèche exprimée en mm et en ordonnée la charge exprimée en kg.
- E1, E2, E3 : 195°C
- E4, E5, E6 : 210°C
- E7, E8, E9 : 220°C
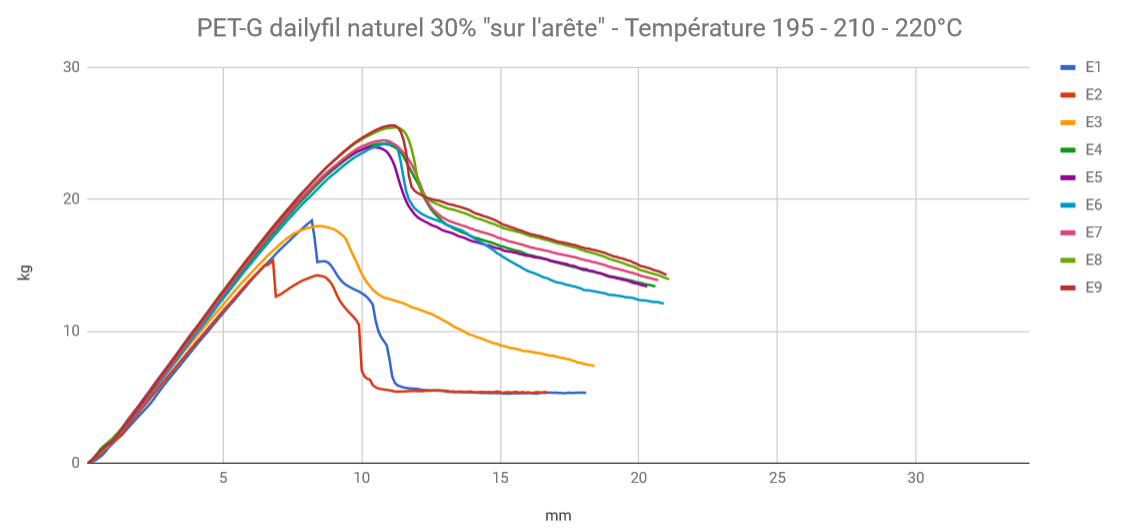
Les éprouvettes E1 et E2 ont rompu.
Interprétation de l'essai
Le comportement des éprouvettes imprimées à 195°C est hétérogène. Deux éprouvettes ont rompu. Les flèches maximales et charge à la flèche maximale sont instables.
Nous notons deux groupes d'éprouvettes : les éprouvettes imprimées à 195°C d'un côté, les éprouvettes imprimées à 210 et 220°C de l'autre. Les comportements des éprouvettes imprimées à 210 et 220°C ne sont pas clairement différenciables.
Les flèches maximales et les charges aux flèches maximales sont plus importantes pour les éprouvettes imprimées à 210 et 220°C en comparaison aux éprouvettes imprimées à 195°C.
Les propriétés en flexion sont donc meilleures pour les températures d'impression situées en haut de la plage préconisée pour le filament en question.
Ceci s'explique par une adhérence intercouches qui augmente avec la température d'impression.