Avertissement : Vous êtes autorisés à reprendre cette étude sous réserve de la publication d'un lien explicite et sans ambiguïté vers cette page. Toute autre reproduction sans citation de la présente source sous forme d'un lien vers cette page est interdite.
Cette étude a été réalisée grâce au banc d'essai d'éprouvettes imprimées en 3D conçu et fabriqué par Filimprimante3D. Cette étude ne fait référence à aucune norme et ne présente pas de caractère scientifique.
Contexte de l'essai
Le temps d'impression est l'une des problématiques majeures de l'impression 3D à dépôt de filament fondu. Les machines et les logiciels de tranchage ont bien évolué sur ce sujet. L'un des critères de choix d'une imprimante 3D est d'ailleurs sa capacité à imprimer rapidement sans perte de qualité.
Trivialement, il peut paraître logique qu'une pièce imprimée lentement présente une meilleure qualité de remplissage, des traits de buse plus précis, une superposition des couches parfaites pour une adhérence intercouches optimisée, et donc une résistance accrue.
A travers cet essai nous avons souhaité vérifier ou infirmer ce postulat.
Pour ce faire une première série de 5 éprouvettes a été imprimée à une vitesse standard (60 mm/s en remplissage, 40 mm/s pour les périmètres). Puis le même GCode a été imprimé, avec cette fois un réglage du paramètre vitesse à 50%.
Les 5 éprouvettes ont été imprimées simultanément (option "un objet après l'autre" désactivée), sur l'arête.
Temps d'impression pour la modalité 50% : 12h52
Temps d'impression pour la modalité 100% :7h05
Description de l'essai
- Banc d'essai utilisé : banc d'essai R1 Filimprimante3D
- Imprimante 3D utilisée : Original Prusa MK2
- Diamètre de sortie de buse : 0.4 mm
- Filament utilisé : PET-G dailyfil naturel, référence DAF241763, numéro de lot 491969
- Nombre d'éprouvettes testées par paramètre d'impression variant : 5
- Vitesse d'essai : 20 mm/min
- Pas d'avancement de la traverse mobile : 0.1 mm
- Atmosphère d'essai : température : 18.2°C | hygrométrie : 51.7%
Les principaux paramètres d'impression fixes des éprouvettes sont :
- Température d'impression : 220°C
- Température de plateau : 70°C
- Ventilation : 30-50%
- Vitesse d'impression : 60 mm/s
- Remplissage : rectilinear (angle 45°), 30%
- Nombre de passages pour les murs (périmètres) : 2
- Nombre de couches pleines à la base : 4
- Nombre de couches pleines au sommet : 4
Paramètres variants : vitesse d'impression : 50% - 100%
Impression "sur l'arête" - remplissage à 30% - 220°C
Résultat de l'essai
Le graphique ci-dessous présente le comportement des 10 éprouvettes avec en abscisse la flèche exprimée en mm et en ordonnée la charge exprimée en kg.
- E1, E2, E3, E4, E5 : vitesse 100%
- E6, E7, E8, E9, E10 : vitesse 50%
Au total, 1692 mesures ont été réalisées.
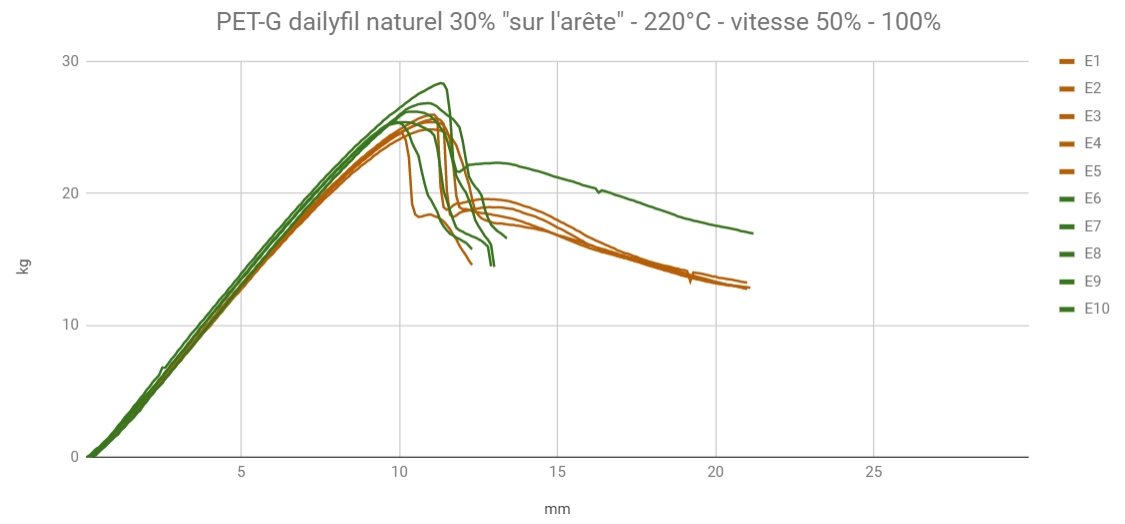
Les éprouvettes E6, E7, E8 et E9 ont rompu.
Interprétation de l'essai
Les 5 éprouvettes imprimées à 100% présentent des courbes très similaires. Le comportement des éprouvettes imprimées à 50% est moins homogène.
Il parait difficile de dégager une tendance. Les comportements des 10 éprouvettes sont similaires. Il n'apparaît pas que le fait d'imprimer une pièce lentement produise un gain ou une perte de propriétés en flexion.
Rappelons que ce test est réalisé sur un matériau en particulier, d'une marque donnée, sur un modèle d'imprimante.