Avertissement : Vous êtes autorisés à reprendre cette étude sous réserve de la publication d'un lien explicite et sans ambiguïté vers cette page. Toute autre reproduction sans citation de la présente source sous forme d'un lien vers cette page est interdite.
Cette étude de comparaison de comportement à la flexion en fonction de l'épaisseur des couches a été réalisée grâce au banc d'essai d'éprouvettes imprimées en 3D conçu et fabriqué par Filimprimante3D. Cette étude ne fait référence à aucune norme et ne présente pas de caractère scientifique.
Contexte de l'essai
L'épaisseur de couche est au centre des problématiques d'impression 3D à technologie de dépôt de filament fondu. En effet, l'épaisseur de couche définie le niveau de finition des pièces imprimées en 3D, notamment dans le cas de formes sphériques sur l'axe Z. Plus l'épaisseur de couche est faible plus l'objet bénéficie d'une définition élevée. Mais l'épaisseur de couche détermine aussi le temps d'impression. Plus l'épaisseur de couche est importante plus le temps d'impression sera réduit. Schématiquement, une impression en 100 microns nécessitera près de 3 fois plus de temps qu'une impression en 300 microns. Le standard, sorte de compromis entre définition et temps d'impression, est l'impression à 200 microns (0.20 mm).
A travers cette étude, nous avons souhaité étudier les propriétés de flexion d'éprouvettes imprimées à différentes épaisseurs de couche. L'objectif est de répondre à la question : la résistance des pièces imprimées en 3D varie-t-elle avec l'épaisseur de couche ?
Suite à notre étude sur l'influence du sens d'impression de pièces imprimées en 3D, les éprouvettes utilisées pour le présent essai ont été imprimées "sur l'arête".
Suite à notre étude sur l'influence de la température d'impression, nous avons imprimé les éprouvettes à 220°C.
Concernant, le taux de remplissage, nous avons opté pour le "standard", à savoir 30%.
Pour l'épaisseur de couche, nous avons englobé le standard de 200 microns. Aussi les éprouvettes ont été imprimées avec des épaisseurs de couches de 100 microns, 200 microns et 300 microns. A noter que la buse Olsson Ruby 0.40 mm utilisée, limite l'épaisseur maximum de couches à 0.40x80% = 0.32 mm, soit 320 microns.
Afin de s'inscrire dans la continuité des précédentes études, les éprouvettes ont été imprimées avec du filament PETG dailyfil naturel.
Description de l'essai
- Banc d'essai utilisé : banc d'essai R1 Filimprimante3D
- Imprimante 3D utilisée : Original Prusa MK2
- Diamètre de sortie de buse : 0.4 mm
- Filament utilisé : PET-G dailyfil naturel, référence DAF241763, numéro de lot 491969
- Nombre d'éprouvettes testées par paramètre d'impression variant : 3
- Vitesse d'essai : 11 mm/min
- Pas d'avancement de la traverse mobile : 0.1 mm
- Atmosphère d'essai : température : 19.6°C | hygrométrie : 52.4%
Les principaux paramètres d'impression fixes des éprouvettes sont :
- Température d'impression : 220°C
- Température de plateau : 70°C
- Ventilation : 30-50%
- Vitesse d'impression : 60 mm/s
- Remplissage : rectilinear (angle 45°), 30%
- Nombre de passages pour les murs (périmètres) : 2
- Nombre de couches pleines à la base : 4
- Nombre de couches pleines au sommet : 4
Paramètres variants : épaisseur de couche : 100 microns - 200 microns - 300 microns
Les éprouvettes ont été imprimées avec un brim.
Impression "sur l'arête" à 30% - 220°C :
Résultat de l'essai
Le graphique ci-dessous présente le comportement des 9 éprouvettes avec en abscisse la flèche exprimée en mm et en ordonnée la charge exprimée en kg.
- E1, E2, E3 : 100 microns
- E4, E5, E6 : 200 microns
- E7, E8, E9 : 300 microns
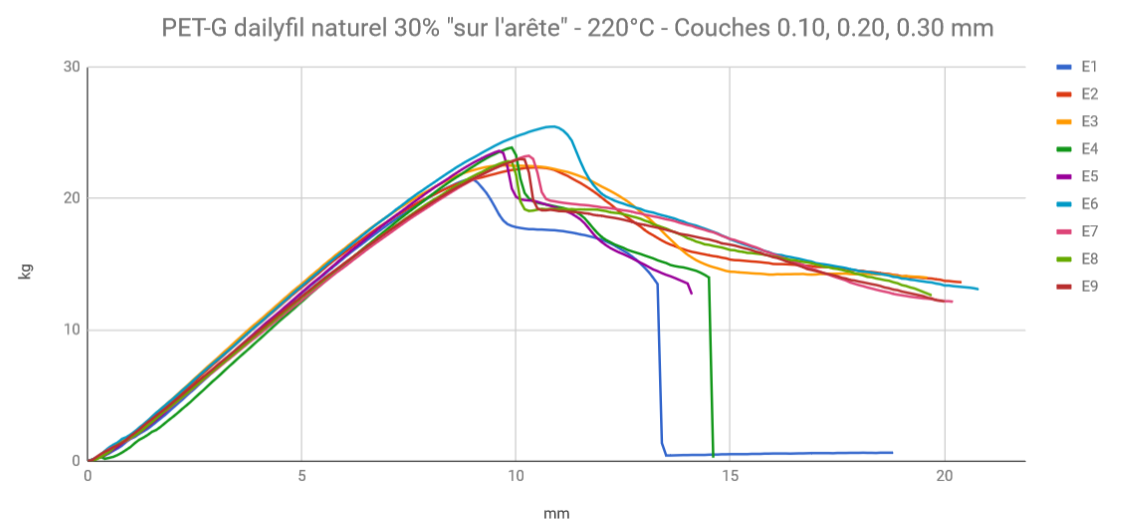
Les éprouvettes E1, E4 et E5 ont rompu.
Interprétation de l'essai
Il est difficile de différencier des tendances selon l'épaisseur de couche. Le comportement des éprouvettes est globalement similaire. Autrement dit, l'influence de l'épaisseur de couche sur les propriétés en flexion des éprouvettes est quasi nulle.
Ceci étant, les éprouvettes imprimées en 200 microns, le standard de l'impression 3D à dépôt de filament fondu, semblent présenter les meilleures performances (notamment pour l'éprouvette E6).
L'ordre croissant de performances à la flexion semblant être mis en évidence est : 200 microns, 300 microns, 100 microns. Aussi, la question du niveau de définition de l'objet étant mise de côté, une éprouvette imprimée presque 3 fois plus rapidement (300 microns) présente un niveau de propriétés à la flexion similaire, voire supérieur, à celui de l'éprouvette imprimée 3 fois moins vite (100 microns).